中国建筑第八工程局有限公司 钢结构工程公司华北分公司, 天津 300202
摘要:在超高层项目中,作为质量控制的关键,劲性钢结构安装精度控制在面临诸多困难环境下,结合项目自身特点,对劲性钢结构安装过程中的施工工艺进行总结,在此基础上对劲性钢结构安装精度控制进行分析,得出有效改善劲性钢结构安装精度的方法,得出成果并对其经济效益及意义进行分析。
关键词:超高层;劲性钢结构;安装精度控制
0 前言
劲性钢结构由于其截面小且承载力大的优点,近几年广泛应用于超高层项目中,充分表现了钢结构抗拉力好,防火且隔热的特点。因劲性柱为独立柱,且一般截面较小,安装精度又易受外界施工因素干扰,因此劲性柱安装精度控制是钢结构质量管理的一个重点。然而,劲性钢结构因其与土建交叉作业的特殊性,在安装精度控制方面有一定困难,要确保劲性钢结构定位准确就必须采用一定的测量技术及措施。
1 工程概况
马场道东侧A地块项目(平泰大厦)位于天津市河西区,工程总建筑面积306666.4㎡(地下73030㎡),由天津市美银房地产开发有限公司投资开发,包括5层地下室、4层商业、56层办公楼及62层酒店型公寓旅馆。办公楼采用“钢筋混凝土核心筒+钢框架”结构体系,公寓楼采用“部分框支剪力墙”结构体系。
2 地脚锚栓的安装
因地脚锚栓需在土建浇筑底板时预埋,锚栓
的埋设精度直接影响工程的安装质量及对提高安
装效率有较大的影响,且需保证地脚螺栓在混凝
土浇筑时不发生大的偏移,因此锚栓的固定和精
度控制便是安装的一大难题。采用“六测定位法”可在有效稳定地脚锚栓的同时控制其安装的精度,具体做法如下:
1待土建绑扎底板下层钢筋时插入地脚锚栓施工,用现场塔吊放置地脚锚栓套架(首次放线定位);
2待土建底板下层绑扎完成,进行精确测量定位(第二次测量定位),定位完成后,将套架底部与底板下层钢筋焊接连接,并用角钢将套架四根立杆的下层定位板处与下层钢筋焊接连接,增加侧向稳定;
3在套架上测量放线,定出地脚螺栓组十字轴线(第三次测量定位);
4将地脚螺栓组定位板上的十字线与套架上的十字线对齐,并调整标高,焊接固定,复核螺杆坐标,调节螺杆标高,无误后将螺杆下部与套架焊接固定(第四次测量定位);
5土建上层钢筋绑扎完成后,浇筑混凝土前进行复测,发现偏差,及时调整(第五次测量定位),确保地脚锚栓安装精度;
6混凝土浇筑过程中安排专人进行监控,严禁振捣棒触碰锚栓及定位环板,发现轴线偏移立即进行纠偏浇筑完成后进行复测,复测满足要求后,将定位环板拆除(第六次测量定位)。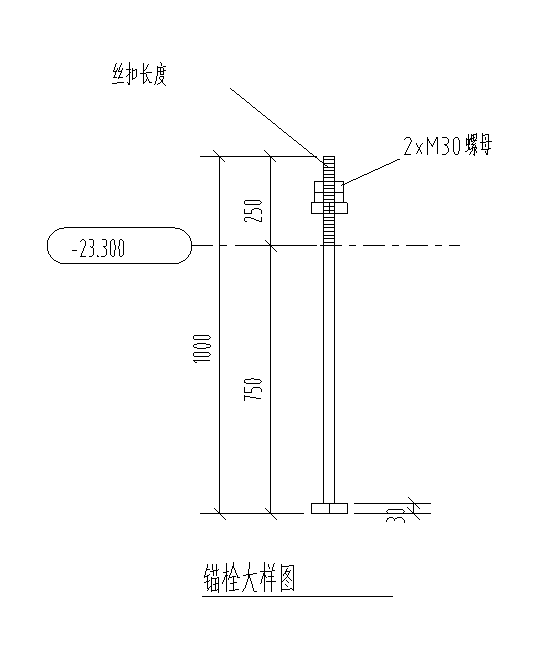
图1 锚栓大样
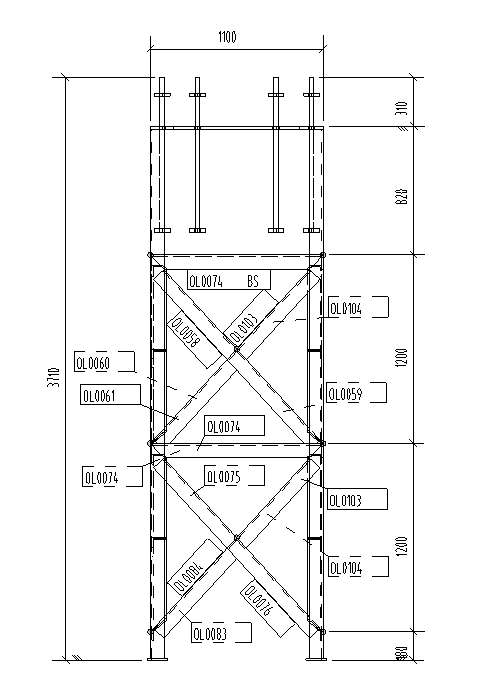
图2 支架构造
3 施工过程中劲性钢结构的精度控制分析
3.1 精度控制概况
本工程主要本工程主要钢材材质为Q345B、Q390GJC,截面类型为H型与十字形,单根柱最长为13200mm要求垂直度误差≤10mm。
3.2 影响精度控制的原因
劲性柱钢筋穿插较多,仪器架设在楼面上晃动巨大,且伴随楼层增高风力逐渐加大,对测量校正造成非常严重的影响。且劲性柱截面小单根柱长,精度难以保证,很容易变形。
图3 测量定位
4 精度控制的方法
4.1 全站仪三点定位
本工程现场环境复杂钢筋穿插较密大部分都了观测视线有些劲性柱根本无法观测。为确保精度决定采取用全站仪坐标放样的方法对劲性柱进行观测,通过对劲性柱三个角度的观测确保其安装精度
4.2 临时测量夹具
在工期紧,任务重的情况下同时又存在多家单位交叉作业,对于精度敏感的全站仪来说楼板的晃动根本达不到稳定假设仪器的条件,同时外框由于作业面提高的原因,缺少优秀的架设位置。为确保施工进度以及质量控制决定采用临时固定方法,利用现场材料制作三角式夹具。一端用螺栓固定在钢柱或预留孔洞上,另一端固定全站仪。该夹具灵活性强,可多次重复使用,更关键的的是对测量仪器架设的稳定定性起到了关键保障且避免了了钢筋遮挡的问题。

图4 临时测量夹具
4.3 劲性柱焊接前的加固措施
劲性钢柱在焊接前的加固措施也起重要作用,如果处理不当的话焊接时很可能引起钢柱偏位焊接错边。为保证劲性钢柱的焊接时稳定,在现场使用四处加固措施,且加固的连接板在焊接完成并却后不得割除。劲性钢柱受到四个个方向的强力约束,在焊接时并不容易偏差,这也就给劲性柱精度控制提供了有效帮助。
4.4 对于长焊缝的施焊采用分段退焊或多人对称焊接的方法
焊接变形主要是由于线能量(热输入量)过高引起的,所以防止焊接变形应该首先从控制线能量入手,采用分段退焊以减少焊缝持续加热时间以避免温度过高引起变形;同时利用变形与反变形(也就是俗称对称焊)的方法也能有效避免焊接变形。
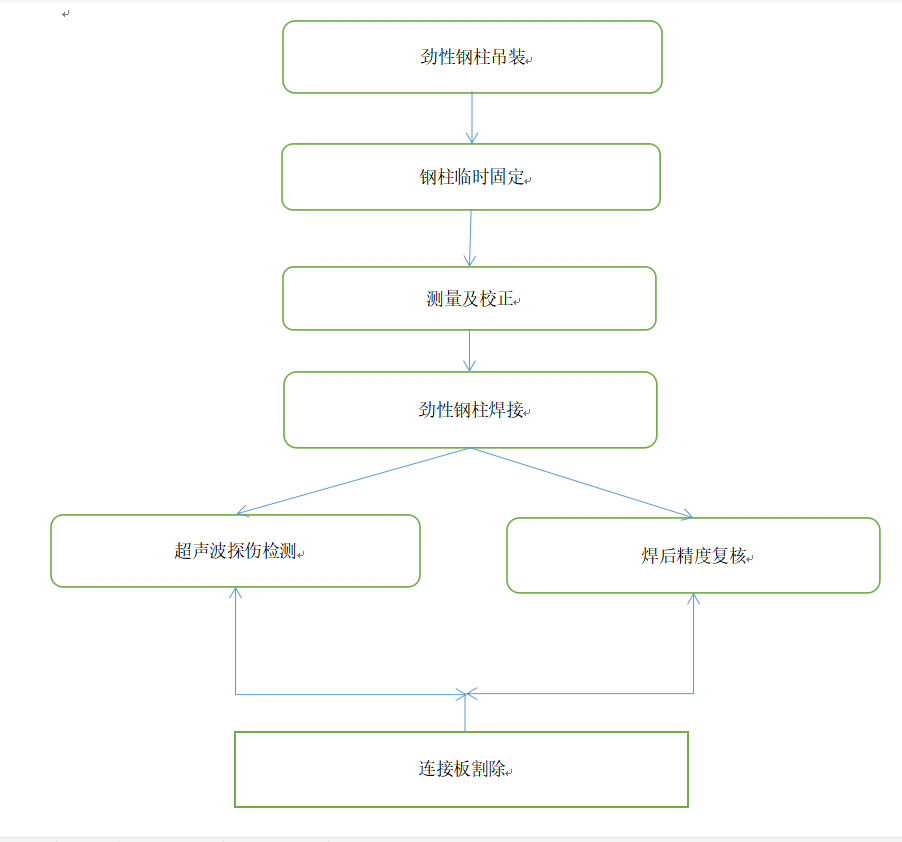
5 精度控制流程图
 6 精度控制效果及意义
6 精度控制效果及意义
6.1精度控制成果
通过以上措施安装地脚锚栓及劲性钢柱,在钢筋和混凝土施工前后对其变形量进行测量对比发现,其变形得到很好的控制。截止至今,本工程劲性钢柱安装精度控制中,通过上文中的的措施,钢结构劲性柱的一次性验收合格率较高,达到98%以上。
6.2超高层劲性钢结构安装精度控制的经济效益及意义
在劲性钢柱柱钢筋穿插较多,全站仪架设在楼面上晃动很大。对测量校正产生非常不利影响的条件下,通过精度控制,取得以下效益:
1)减少不合格焊接的二次返工,压缩了项目工期。
2)节约了由于不合格劲性钢柱偏位引起的返工消耗的气体、焊丝,以及人工费用等。
3)在恶劣条件影响下,也能够顺利进行测量校正,提高了钢结构安装效率。
4)为以后的超高层劲性钢结构安装精度控制提供了宝贵的现场经验。
参考文献
[1] GB50026--2016 《工程测量规范》[S]
[2] 龚建松 钢结构安装过程质量精度控制 [J].硕士学位论文,哈尔滨:哈尔滨工业大学.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



