西安航天华阳机电装备有限公司,陕西 西安 715100
摘要:精密涂布生产线广泛应用于离型膜、PET、OPP等膜类基材涂胶,成品可用于手机、电脑、汽车等多个行业。生产线每天在不停的工作,其工作状态、工作效率直接决定设备产能及企业命脉。因此研究计米效率系统对于精密涂布生产线的设计创新具有非常重要的意义。本文结合PLC时间读取、逻辑判断、人机界面数据存储功能等,介绍工作效率原理,设计工作效率系统。
关键词:效率;系统;设计;存储
0 引言
在传统的精密涂布生产线上,人机界面只能显示收卷正在工作轴的米数及总米数,并不能对当天每次换卷所收的米数、生产时间进行存储显示。工作人员无法对设备每天、每月的工作效率进行统计,一旦产品出现问题无法确定具体时间,不利于后期问题的排查。企业也无法对具体生产状况、工作效率进行监控,对正常生产造成很多不便。本计米系统可以对每次换卷信息进行详细记录并存储,实现对设备生产状况、工作效率的实时监控。
1 工作效率系统简介
计米效率系统硬件由安川PLC、人机界面组成。其系统框图如图1所示,当设备运行时,PLC读取当前时间,进行白夜班判别,工作效率的计算,并将数据发送至人机界面,由人机界面进行数据显示及存储。
2 工作效率设计
工作效率设计主要是利用PLC的时间读取、逻辑判断来进行数据的计算及处理,主要分为:时间判别、工作效率计算共两个部分。
2.1 时间判别
安川PLC具有内部时间寄存器用来记录当前时间(SW15为年份数据,SW16为日月数据,SW17为小时分钟数据,SW18为秒数据),时间判别主要分为白班夜班判别。
如图2所示,将早8点至晚20点设置为白班(可以根据实际情况需要进行修改),其它时间设置为夜班。读取SW17数据,当大于等于800(早晨8点)并且小于2000(晚上20点)时,判别为白班;其他情况下,判别为夜班。
图1 工作效率系统框图 图2 白班夜班判别
2.2 白班夜班工作效率计算
白班和夜班工作效率计算方法一样,这里以白班效率为例。如图3所示,制作一分钟延时导通函数,每分钟标志位导通一次。设备在白班运行时,每分钟白班效率计算寄存器A数值自加1.0,用A中的数据除以720.0(12小时所对应的分钟数)算出设备白班工作效率。若运行时进入到夜班时间,则会将寄存器A数值清零,进入夜班效率计算。

图3 白班效率流程图 图4 工作效率存储
3 工作效率的存储及显示
工作效率的存储及显示是用威纶通人机界面来实现的,威纶通人机界面编程画面友好,成本低,并且其存储的数据可以拷贝到U盘中,方便用户使用。
如图4所示,用人机界面的资料取样功能就可实现数据存储及显示。取样方式选取触发式取样,模式选择0FF→ON,白班裁切米数的触发条件是:收料裁刀动作且白班标志位导通;夜班裁切米数的触发条件是:收料裁切动作且夜班标志位导通;白班效率的触发条件是:白班取样标志位;夜班效率的触发条件是:夜班取样标志位;月效率的触发条件试:月取样标志位。保存地址选择HMI(也可选择U盘),由于裁切米数数据相对较多,所以文件保存天数选择15天;白班效率和夜班效率选择60天。
数据的显示则是利用历史数据显示来实现的,其主要设置参数为选择对应的资料取样元件索引,和对应通道所显示的数据位数。
4 结语
图5、图6分别为已交付设备的白班工作效率,夜班工作效率。通过这些效率可以很方便的监控到何时进行了接料、裁切时收料长度、每天的工作效率等参数信息。实现了工作效率数据的存储及显示,方便企业实时跟踪产品的生产状况,也为后期对产品的质量分析提供了便利,保障企业稳步前行。
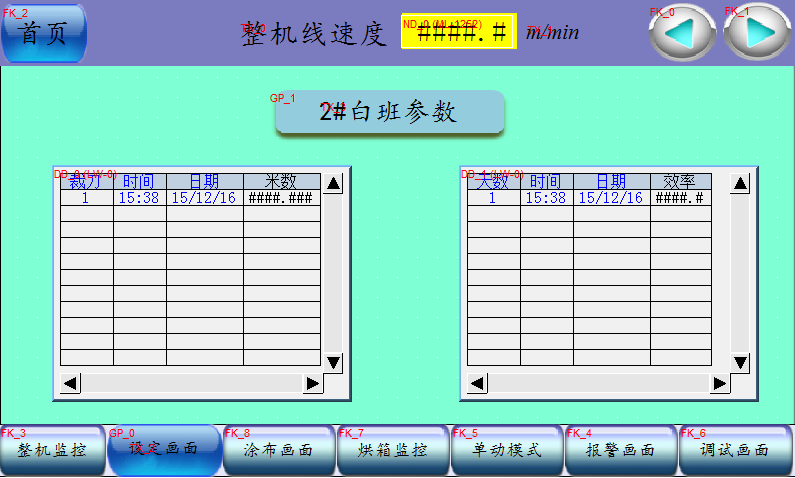
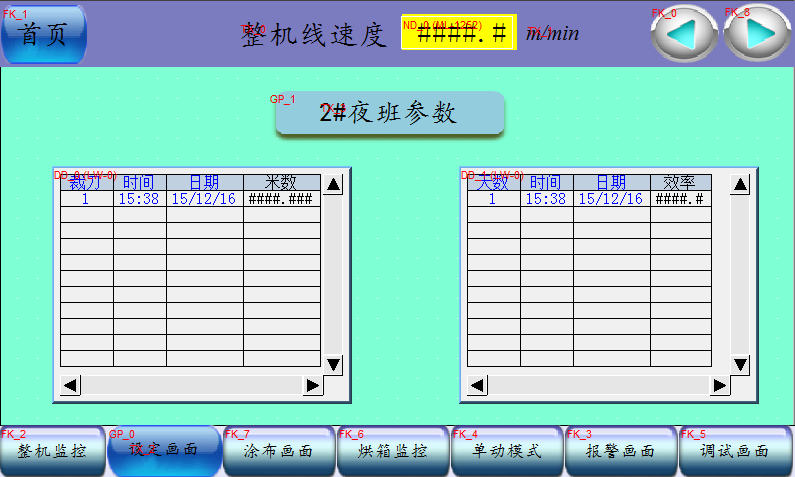
图5 白班计米效率 图6 夜班计米效率
参考文献
[1] 钱鑫. 安川运动控制器MP2300在注塑机专用机械手臂上的应用[J], 国内外机电一体化技术,2008,11:53
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



