身份证号: 330127********5316
摘 要:随着计算机技术的高速发展和计算机应用的普及,计算机控制系统正逐步进入到企业生产的各个领域,尤其 是自动化生产线上。对计算机控制系统、自动化生产线、计算机控制系统在自动化生产线上的应用以及未来趋势等方面做 出详细的分析。
关键词:计算机控制系统;自动化生产线;企业;未来趋势
引 言
本文将简述计算机控制系统和自动化生产线的基本概念, 并对计算机控制系统在自动化生产线上的应用以及发展趋势等 方面做出详细的分析。
1 计算机控制系统
计算机控制系统,也称数字控制系统,是指由计算机参与 并借助一些辅助部件与被控制对象相关联的自动控制系统。计 算机控制是结合控制理论和计算机技术的一门新的工程科学技 术,被广泛应用于工业、农业、军事等领域。随着计算机控制 的不断发展,以及工程技术人员对计算机应用技术的总结创 新,计算机控制系统的分析设计理论和方法也得到了飞速的进 步。
计算机控制系统包括硬件和软件部分,与模拟控制系统单 纯的硬件组成不同。硬件部分包括以计算机和控制对象为中心 进行交互的通道和设备。软件部分用于实现计算机自动控制功 能,其中系统软件由制造方为用户配置,具有通用性。应用软 件由控制系统操作人员自行编制,采用专用程序用于实现特点 控制目的。
2 自动化生产线
自动化生产是指在无人工干预的情况下,生产设备按照一 定的程序和指令自动进行操作和控制的生产过程[1-5]。自动化生 产线是指生产过程中的流程线,包括原材料输入、加工选取、 输送原料、装置原件、检验成品等一系列生产加工。自动化生 产线具有公开性的特点,它的各项工作联系非常紧密,任何一 个环节都不能出现纰漏,否则,整个自动化生产流程就会受到 严重的影响。二十世纪以来,自动化生产广泛应用于各个行业,大大减少了人们繁重的体力劳动,有效提高了劳动生产 率,降低了企业生产的成本,提高了企业生产的市场竞争力。 自动化生产技术发展迅速,应用广泛,在机械制造生产行业中 有着广阔的发展空间。
3 计算机控制系统在自动化生产线上的应用
3.1 现状
在科学技术上,计算机系统的出现引领了一场深刻的革 命,随之计算机系统在各个领域的自动化生产线中的应用越来 越受到关注。因为计算机技术可以作用在多个方面:
(1)控制系统可以实现对生产过程中的参数、设备进行精 确、快速的检测和控制;
(2)在计算机系统的影响下,传统生产加工设备正在朝着 机、电、计算机一体化方向发展;
(3)在计算机系统的影响下,PLC技术发展迅猛,成为工 业自动化的强有力支撑;
(4)随着计算机控制系统在自动化生产线中的普及,工业 计算机网络已经成为大势所趋。
因此,计算机控制系统在自动化生产线领域的应用已经成 为生产高质量产品的前提条件,也是很多自动化生产领域的重 点发展方向。
3.2 应用举例
在计算机技术比较发达,自动化管理技术应用比较普遍的 今天,我们可以运用机器人下井采煤挖油等一些比较危险的工 作,计算机控制系统在其中承担着对自动化装置设备进行全程 监督和控制的作用,例如采用总线技术对各个环节进行检测, 对各个过程可能发生异常的环节进行有效的检测和预防。本节 以两个实例说明计算机控制系统在自动化生产线上的应用。
3.2.1计算机控制系统在轧钢生产线上的应用
(1)应用场景
以某外资企业采用计算机集散控制系统用于人造板生产线设计和投运的案例为蓝本。该生产线的预期年产能为15万立 方米中纤板(MDF)。生产线的特点为一台磨机配两条铺装一压 机线;其中两条铺装一压机线分别配备了15层和12层的多层 热压机,两线可同时或单独运行。按工艺流程来划分,此中纤 板生产线共分为10个工段,分别是:削片、木片输送、调胶 施胶、干燥风选、热磨、热能、1#铺装及预压、l#热压及板后 处理、2#铺装及预压、2#热压及板后处理工段。由于热压机 是中纤板生产线上的核心设备,计算机集散控制系统的中控室 被安排在两台热压机之间[6]。根据中纤板生产线的工艺特点, 所设计的计算机集散控制系统的结构如图1所示。
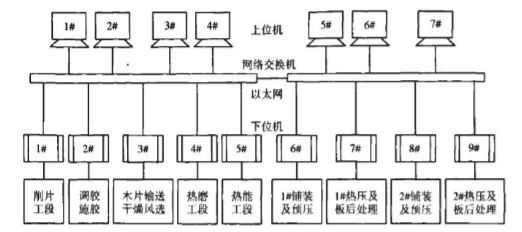 图 1
图 1
图中所示的7台上位机均为普通商用PC机,操作系统软 件为 Windows2000。1#至 6#上位机为操作站,安装有交互界 面软件平台。7#上位机为工程师站,安装有下位机的编程工具 软件。由于在人造板自动化生产线所处在的控制场合的良好表 现,下位机采用西门子S7-300和S7-400型PLC。在这种控制 场合下,需要同时处理大量的开关量信号和模拟量信号。上位 机之间、上位机和下位机之间的通信采用100M以太网,通过 超5类网线、光纤及光纤收发器等通信设备来实现它们之间的 联网。在设计上,上位机采用了双机互为热备用,由此可以选 用成本低的普通商用PC机,避免了工控机高额成本支出,最 终不仅依然可以保证运行可靠性,而且可以大大地降低整个系 统的成本投入。
(2)应用效果
根据相关结果,上述中纤板生产线的计算机集散控制系统 在投入运行和试生产期间,显示出了相比以前明显的优越性:
简洁直观的人机交互界面大大地缩短了员工学习操作的周 期;
高度的自动化水平减少了以前员工的简单重复劳动,进而 使他们能把更多的精力放在优化控制参数和协调各工段优化流 程的问题上来,从而基本上完成了生产线的最优控制。
在正式投产后,计算机集散控制系统所具有的潜力被释放 出来:
(1)正式投产后的第一年,生产线的年产量就达到了预计 的产能,体现出精准的控制能力;
(2)第二年,年产量增至20万立方米,超产33%,新增 的系统成本投入迅速收回,体现出生产能力大幅提升和经济效 益的保证;
(3)第三年,年产量增至22万立方米,超产46%,年产 值超两亿元,体现出对生产力的解放具有持续性。
取得这些傲人的成绩,除了生产线的操作和管理人员的努力外,计算机集散控制系统绝对功不可没。通过计算机集散控 制系统以直观趋势曲线之类方式提供的大量的历史数据,员工 很方便就能将生产线调整到最佳运行状态。
3.2.2计算机控制系统在玻璃纤维生产线上的应用
(1)应用场景
泰山玻纤拥有国内首条万吨级池窑拉丝生产线,该生产线 工控系统从美国贝利公司引进,技术先进,性能可靠,使用8 年来应用效果十分显著;相比之下,国内工控系统却相对落 后,大量的实时信息仍靠人工采集,信息系统时效差、不稳 定、准确性低,造成工艺参数难控制,产品质量不稳定、合格 率低、能耗物耗高等缺陷。为了进一步提高生产效率,开发大 吨位玻璃纤维池窑拉丝生产线,急需进一步提高计算机控制系 统性能,保证系统稳定性。为此,我们在原基础上重点对配料 工控系统、熔制工控系统、拉丝工控系统进行了开发,率先在 我国玻纤工业上采用自行研制开发的较先进的控制软件和国产 化 DCS 相结合的池窑拉丝控制系统,在控制精度、控制效 果、PLC的通讯能力等各方面均有所突破,满足了大吨位、高 质量无碱玻璃纤维纱生产工艺的要求。我们经过充分考察论 证,技术性能比较,认为自行研制开发的玻璃纤维计算机工控 系统更适合了企业自身生产实际;系统自 2004 年运行以来, 各项性能技术指标均达到了设计要求,运转状况良好,为公司 的稳产、高产奠定了基础,取得了显著的经济效益[7]。
(2)应用效果
生产效率显著提高。该系统具有自动化程度高、功能强、 可靠性强、维护工作量极少、操作简单等优点。系统自当年7 月 1 日至 12 月 31 日,累计生产无碱玻璃纤维及其制品 20800 吨,新增销售收入19180万元,新增利税5650万元,极大地提 高了生产效率。如配合料工段,配一付料(619Kg)耗时原来 的12分钟降低到9分钟,即每配一付料工作效率提高25%。
生产成本大大降低。在生产过程中,该系统做到了控制准 确、有效,降低了事故停产率和事故检修率,维护费用大大减 少,提高了加工生产能力,减少了能耗,综合生产成本下降 200元/吨以上。
劳动力资源得到充分优化。与原工控系统相比,劳动力成 本大为降低,配合料工段比2线节省劳动力50%;熔制工段单 元窑劳动力由原来每班3人降为2人,降幅达30%;拉丝工段 单班人数由原来22人降为16人,降幅为14%。
参考文献
[1]段伟杰,岳慧君,徐麾.电气工程及电气自动化的计算机控制系统应用[J].电子世界,2020(10):194-195.
[2]张舒.分析计算机技术应用下的电气自动化控制系统设计[J].电子制作,2020(08):74-75.
[3]吕颖利.基于计算机技术的电气自动化控制系统设计研究[J].湖北农机化,2020(04):134-135.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



