山东黄金矿业(莱州)有限公司三山岛金矿, 山东莱州 261442
摘要:球磨机中各种钢球的质量比例应与物料粒度相适应。因此,将改变钢球直径及钢球配比作为研究主要方向,以优化磨矿产品粒级分布为突破口,进行了大量试验研究工作,取得了工业应用的较好效果。
关键词:磨机;钢球配比;磨矿试验;粒级组成;旋流器沉砂;
现场案例通过多次调整球磨机补加钢球配比,将三台球磨机钢球配比调整为Φ60:Φ40=1:2,从处理能力及磨矿细度都得到了较大的改善。但随着一、二、三系列处理矿量的提高,磨矿细度随之有所下降。二系列沉砂用Φ60:Φ40=1:3钢球比例磨矿较合适;三系列沉砂用Φ50:Φ30按1:3钢球比例磨矿较合适,为便于工业生产操作三系列建议使用Φ60:Φ40=1:4的钢球级配。
一、钢球配比工业试验方案
由于生产所采用的是Φ6.2 m×9.5 m大直径球磨机,其钢球充填率已经达到上限30%~32%,功率也基本接近了额定功率6 000 kW,球磨机转速为13.08 r/min,且不可调,磨矿处理能力达到了19 kt/d,是设计处理能力的127%;旋流器压力80~120 kPa和沉砂嘴直径150 mm;旋流器材质为陶瓷内衬;磨矿细度经过多次调整也不尽人意。根据实验室小型试验得出减小钢球尺寸能够有效地提高磨矿细度的思路,决定改变Φ6.2 m×9.5m大直径球磨机的钢球配比。由于实验室小型试验的球磨机较小,所以在现场工业生产试验时,将小型试验的钢球直径适当放大。目的是使钢球单耗不会明显增加,尽可能的节约钢球成本,即使现场工业试验不成功,也不至于影响正常生产。所以将原来补加Φ80 mm钢球改为补加Φ60 mm、Φ40 mm小直径钢球(由于Φ60 mm、Φ40 mm钢球会随着在磨机内的时间而直径逐渐变小,所以补加球只选用两种,而小型试验使用三种直径的钢球是为了接近或模拟生产现场大球磨机筒体内真实的钢球级配关系),对比工业试验前后旋流器溢流产品中各粒级含量变化情况,对旋流器溢流原矿取班样进行筛析。球磨机中的钢球通常采用高碳钢或合金的锻球、轧制球或铸球,要用好球磨机及提高能量转换效率,重要的一环就是要准确地确定钢球尺寸,过大过小的钢球尺寸均使磨矿效率降低,并使磨机的产品特性变坏,在生产和科研中如何提高磨矿机作业技术指标,具有非常重要的意义。我矿采用的是高铬合金铸球,比较耐磨,钢球单耗较低,试验用钢球为高铬合金钢球。通过改变球磨机补加钢球直径和配比的前后相同时间段,进行磨矿产品的粒级分布改变的数据统计,特别是磨矿产品中+175μm和-74μm是否有好的变化趋势,对试验前后相同时间段内的浮选指标进行对比分析,得出钢球配比改变、优化磨矿产品粒级后能否提高浮选指标。
二、影响钢球消耗的技术研究
1.充填率。我们结合生产试验研究证明,钢球单耗是随着磨机充填率的增大而增大。
2.补球配比。1996年12月18日至1997年4月17日在2#大球进行钢球配比试验,用3#大球对比,装球量都为290T,2#球按100mm∶80mm∶60mm=2∶7∶1,3#球用80mm一种分别补加,试验数据见表4从表4数据分析,其分级溢流产品粒级基本未变,说明给矿粒度在P80=8.0mm情况下没有必要使用100mm的球,但可以适当补加60mm球,进一步提高磨矿效率。
3.磨矿酸碱度。经多次试验研究证明,磨矿的酸碱pH值一般为6.8左右,随着酸度升度,pH值下降,铜离子的含量增大,钢球腐蚀、消耗增大,单耗随之升高,当pH=8-9时,钢球消耗较为合理。
4.再磨机补加钢球试验。3.6×6.0m溢流型再磨机处理一段混合精矿,补加30-35mm钢球,设计装球量为102t。试验证明,当补加球为100kg/h时,球磨机功率可平衡在470kV左右;当补加球200kg/h时,其功率为600kV;补加400kg/h时,其功率为750kV。说明再磨机的球耗随着控制功率的升高,充填率增加而增加。由此可见,球的充填率与球耗量及电耗量密切相关的。
5.其它方面。随着磨矿产品粒度越细,单耗越高。
三、措施与对策
经过技术人员对影响钢球消耗的各因素的重要程度进行评价,确定影响钢球消耗高的主要原因见表1。
表1对策表
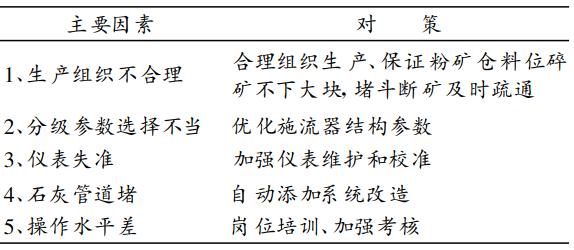
(1)完善钢球管理,明确责任部门、责任人,把好钢球入仓质量关。(2)推行钢球吨矿承包,单耗低的吨矿结算单价就高,引入竞争机制,让钢球生产厂家把好质量关。(3)一段球磨机实行自动补加钢球,以保证其充填率基本不变,提高磨机台效,降低钢球单耗。日前大山选矿在4#大球进行试验,取得良好效果。(4)二段再磨机的泵池实行液位自动控制,使分级的返砂量保持量不变,确保再磨处于最佳状况,降低再磨机的钢球消耗。(5)改进一段石灰乳添加系统,实行可编程序自动控制,使每台球磨机平均分配加入石灰,保证磨矿的pH值为8左右,降低钢球的腐蚀消耗。(6)一段磨机推广运用橡胶衬板,改变钢球与高锰衬板的钢性磨损,降低钢球破碎率。(7)对钢球配比有待进一步作深入细致的研究,找出最佳的钢球配比。(8)实行标准化操作,对磨机台效、前后补加水量、磨矿浓度、溢流浓度、旋流器开动台数、给矿压力等工艺参数,通过试验研究,找到最佳的控制范围,以便操作人员掌握和控制。(9)强化操作人员的责任心和加强操作人员岗技培训,提高操作人员的操作技能,防止堵斗、断矿、开空球磨机,并能根据矿性作出灵敏的反映,合理调整磨矿工艺的参数,确保磨矿达到最佳状态。
四、钢球配比工业试验期间浮选指标对比
球磨机钢球配比由只加Φ80mm钢球与Ф60∶Φ40=1∶2比例补加钢球后,对浮选指标的影响,1)二系列球磨机中按Φ60∶Φ40=1∶2比例补加钢球后,较只加Φ80球时,铜、钼回收率分别高出1.44%和10.33%。补加小直径钢球后,总体来说铜、钼回收率有了大幅度的提升;铜精矿品位也提高到20%以上。2)二系列球磨机中按Φ60∶Φ40=1∶2比例补加钢球后,比同一时期内的一系列(只补加Φ80钢球)铜、钼回收率分别高出3.87%和5.98%。总体来说二系列较一系列的铜、钼回收率指标有了大幅度的提升;铜精矿品位达到20%以上。混合浮选指标数据说明,球磨机补加小直径钢球后,磨矿粒级的优化对混合浮选铜、钼回收率的指标是非常有利的。
五、试验案例分析
1.旋流器沉砂试验前粒级筛析。磨矿试验样品采用二、三系列旋流器沉砂班样,经混匀、缩分待用,并分别进行了粒级筛析,具体筛析数据如下表2、表3。
表2二系列沉砂磨矿试验前不同粒级筛析结果
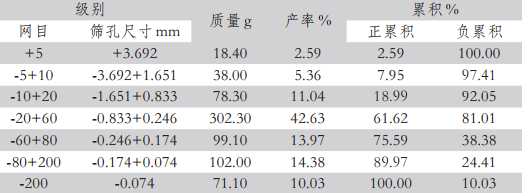
注:所取沉砂为现场球磨机加球前、后沉砂合并样。
表3三系列沉砂磨矿试验前不同粒级筛析结果
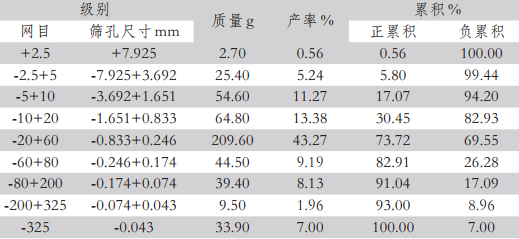
根据两个系列沉砂粒级组成来看,二系列-200目含量为10.03%,+80目含量为75.59%;而三系列-200目含量为8.96%,+80目含量为82.91%。(如果不考虑取样原因)说明三系列沉砂粒级组成相对于二系列偏粗,即二系列现有磨矿条件优于三系列。
2.磨矿试验。用实验室RK/ZQM(BM)Φ250*300球磨机,模拟现场磨矿条件30%的钢球充填率,利用Φ60mm、Φ50mm、Φ40mm、Φ30mm四种钢球进行磨矿细度试验。(1)不同钢球级配下的磨矿细度试验。利用三系列沉砂进行了不同钢球级配下的磨矿细度试验,磨矿细度曲线如图1。
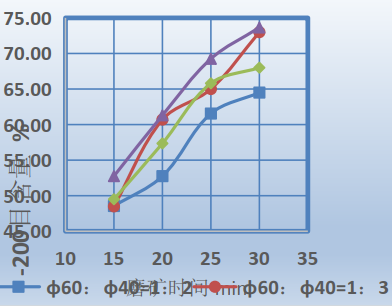
图1三系列不同钢球级配下的磨矿细度曲线
经研究表明:钢球Φ50:Φ30按1:3配比的-200目含量都高于其它三种钢球配比,此时磨矿-200目含量的变化规律与二系列Φ60:Φ40按1:3接近,说明三系列沉砂需要更小直径钢球配比才能达到与二系列相同的磨矿效果。
2.不同钢球级配下的磨矿粒级筛析。二、三系列沉砂在不同钢球级配下进行相同时间25min的磨矿粒级筛析对比。三系列磨矿细度表明:随着小球比例增加,磨矿细度显著提高,钢球Φ50;Φ30=1:3时,-200网目含量达到最高。三系列矿样短缺未进行钢球配比Φ60;Φ40=1:4的磨矿试验,但从二系列磨矿规律来看Φ60:Φ40=1:4与Φ50;Φ30=1:3的磨矿效果接近。考虑工业应用方便,建议三系列可采用钢球配比Φ60:Φ40=1:4。
3.结论。二系列球磨机使用Φ60和Φ40钢球按1:3比例磨矿较合适,(此结论也适用于一系列球磨机钢球级配调整)。三系列球磨机钢球使用Φ50:Φ30按1:3比例磨矿较合适,但是为便于工业试验,三系列球磨机也可以按照Φ60:Φ40=1:4的钢球级配进行工业生产试验。
总之,试验期间的混合浮选指标数据说明,补加小直径钢球对浮选指标的提高是有利的。
参考文献:
[1]王志君.磨矿工艺及应用.2018.
[2]谢明,浅谈磨机补加钢球配比对旋流器沉砂粒级的影响研究.2019.
作者简介: 高瑞琢(1987.02.05),性别:男,籍贯:内蒙古自治区呼伦贝尔市莫旗,学历:大学本科,职称:工程师,研究方向:有色金属选矿。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



