摘要:熔接线和熔合线是在填充过程中,两个或多个流动路径相遇而造成的瑕疵或可见缺陷。零件中材料在孔或镶件周围流动、多个注射浇口均会导致出现熔接线。如果不同流动前沿在相遇之前就已冷却,则它们无法很好地熔合,从而在成型零件中产生瑕疵。可能出现条纹、刻痕和/或变色。塑料零件上的熔接线和熔合线可导致结构问题和外观无法接受。因此,应尽可能避免熔接线和熔合线。制品在前期评估时可以做模流分析,通过在分析结果中熔接线结果和融合线结果判断熔接线所在位置是否影响产品外观和强度。然而透明产品即使仅有一个流动路径,仍有可能出现熔接线,而且无法通过模流分析前期分析的熔接线结果和融合线结果显示是没有任何可见线的。本文就通过冰箱的透明搁架产品来分析透明产品产生熔接线的机理和模流分析前期评判标准,以及改善措施。
关键词:透明产品;熔接线;融合线;模流分析;产生机理;评判标准;改善措施
Judgment of Transparent Product Weld Line Standard
and Improvement Measures Based on Moldflow Analysis
Guo Hongsen1,Yan Xipo2
(1. Guangdong Kelon Mould Company Ltd,Foshan Guandong 528303
2.Shenzhen Hongshuo Science and Technology Company Ltd, Shenzhen Guangdong 518000)
Abstract:
Weld line and melt line are defects or visible defects caused by the encounter of two or more flow paths in the filling process. Material flowing around the insert and multiple injection gates in the parts will lead to weld lines. If different flow fronts have cooled before they meet, they can't fuse well, resulting in defects in formed parts. Stripes, notches and discoloration may occur. Weld line and melt line on plastic parts can lead to structural problems and unacceptable appearance. Therefore, Weld line and melt line should be avoided as far as possible.Mold flow analysis can be done in the early evaluation of products, and the result of weld line can be used to determine whether the location of weld line affects the appearance and strength of products. However, even if there is only one flow path for transparent products, there is still the possibility of weld line which can not be analyzed in the previous stage of the moldflow analysis. In this paper, through the transparent shelf products of refrigerators to analyze the mechanism of weld line on transparent products, to formulate the evaluation criteria of moldflow analysis and improvement measures.
Key Words: transparent product, weld line, melt line, moldflow, generation mechanism, evaluation criteria, improvement measures
熔接线和熔合线是在填充过程中,两个或多个流动路径相遇而造成的瑕疵或可见缺陷,塑料零件上的熔接线和熔合线可导致结构问题和外观无法接受。然而透明产品即使仅有一个流动路径,仍有可能出现熔接线,而且无法通过模流分析前期分析的熔接线结果和融合线结果显示是没有任何可见线的。本文就通过冰箱的透明搁架产品来分析透明产品产生熔接线的机理和模流分析前期评判标准,以及改善措施。
搁架类产品介绍:如图1所示,产品是冰箱里的透明搁架产品。产品具体要求:材料GPPS;装配关系门内胆;产品要求及模具要求:
1、可视A面(正面、左右侧面,红色面所示)不允许熔接线;
2、各部位分模线、毛刺高≤0.1mm,无刮手毛边。
3、表面不允许明显缩水纹(无手感),外观面无明显焊斑。
4、底部雕刻花纹一致,无加工分层。
5、透明件要求抛光细腻、无明显“鱼鳞”纹,透明度好。
6、拼接的搁架前后件之间配合紧密,不松动。
7、假如有烫印,烫印区域应分界清楚,一般凸起0.3-0.6mm(具体设计员会明确设计输入)。
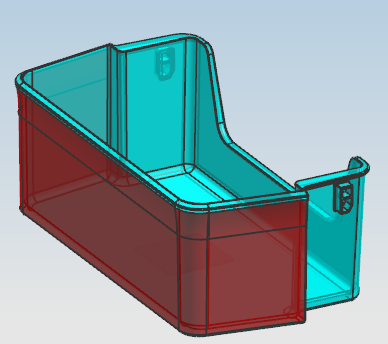
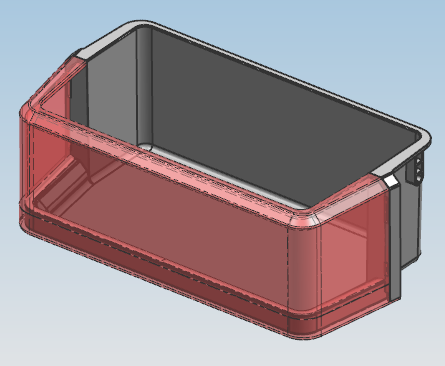
图1
本文重点以下图2产品为例,介绍透明产品的肉接线问题。结构如图2所示,产品尺寸:27 *260*100.5mm,厚度分布不均匀,具体如图3所示,最大厚度约为5.5mm,最小厚度约为2.5mm。


图2
图3
模具开模方案如图4所示,产品采用针阀式浇口,流道系统如图所示,浇口位置距离产品正面约30mm,该方案为搁架类产品常用进胶方案。

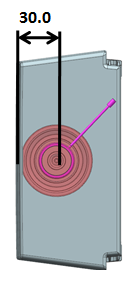
图4
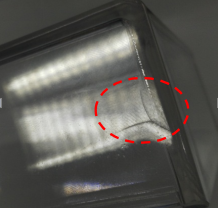
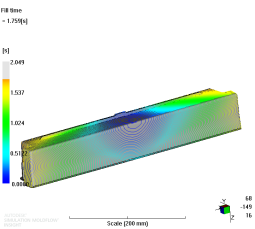
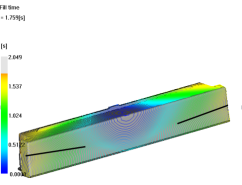
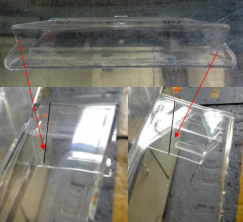
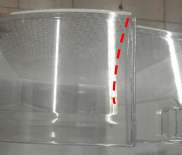
产品实际注塑效果,流动如图5所示,而且产品A面有明显熔接线,无法满足搁架类产品的技术要求,实际样品客户无法接受,具体如图6所示。

图5

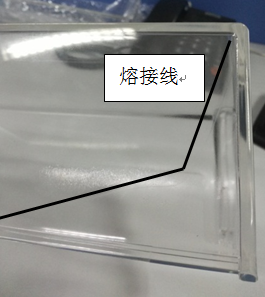
图6
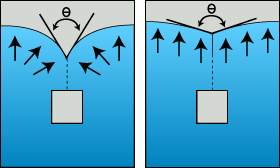
熔接线成因分析:如图7所示,为融合线的形成示意图,在图中,合流流动前沿(由黑色箭头表示)相遇,如果角度 θ>135°,将形成熔合线;如果θ≤135°,将形成熔接线。图8为熔接线成因示意图,形成熔接线时,每个流动路径前沿处的薄冻结层会相遇、熔化,然后随其余的塑料再次冻结。因此,焊缝处塑料的取向与流动路径垂直。下面的动画显示了塑料对于型腔的填充。熔接线出现于两个流动前沿的相遇处,且其聚合物分子未对齐。通过示意图可以看出该搁架产品不符合形成融合线和熔接线的条件。而且前期模流分析结果中融合线结果和熔接线结果页是显示无线的,如图9所示。但实际产品熔接线非常明显。
![]()
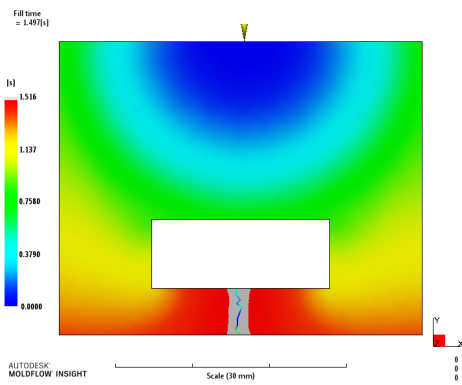
图7(融合线) 图8(熔接线)
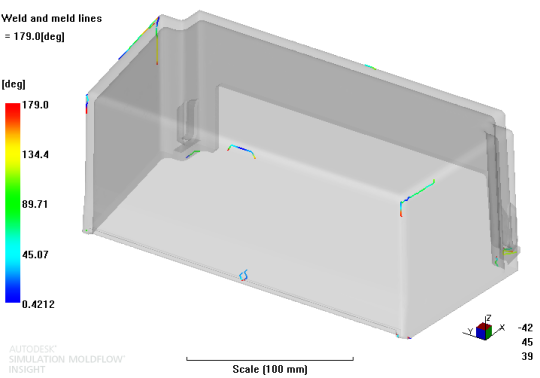
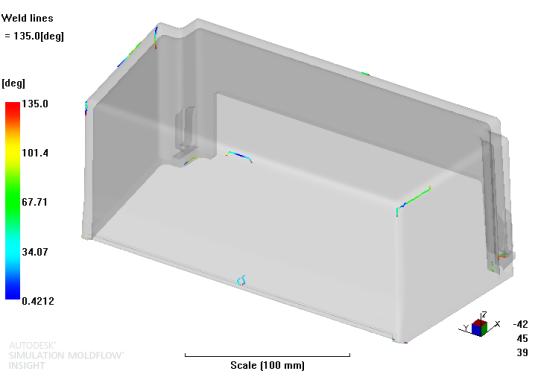
图9
常用的的改善熔接线的措施:如果无法消除熔接线/熔合线,则应尽量使其位于最不易受影响的区域。避免使熔接线出现于有强度要求或者外观平滑要求的区域。要达到此目的,可以更改聚合物注射位置或改变壁厚,从而调定不同的填充时间。填充的时间不同,流动前沿就可能在不同的位置相遇,从而改变熔接线/熔合线的位置。
移动:①更改浇口位置。②更改零件厚度。
提高质量:①增加熔体和模具温度。这样可使流动前沿熔合更多。
②提高螺杆速度。
③提高注塑压力。
④优化流道系统设计。减小流道尺寸并保持相同的流动速率,以便使用剪切热来提高流动前沿的熔体温度。
由于模具已经做好,浇口位置固定了无法移动,产品熔接线真正的形成机理在无法确定之前,厚度修改方向也无法确定,所以通过移动的方案和优化流道系统设计来优化熔接线是不可行的。我们在实际试模中仅能通过调试成型参数来优化熔接线。但通过提高模温和料温,提高注塑速度和注塑压力,对于产品熔接线无任何改善。
由此可见,想要解决透明搁架熔接线问题,重点是找出熔接线形成的原因,以便对症施治。既然常用的改善措施无法消除熔接线,我们就采用了moldflow对产品进行多次分析验证,来查找熔接线形成的真正原因,并通过模流分析结果对熔接线进行描述,在此基础上进行优化改善,首先保证理论结果对于改变熔接线是有效的,再对实际产品和模型进行修改。
要想在模流分析中得到准确的分析结果,必须做好以下三点:
根据产品特点,选择合适的分析模型。Moldflow软件提供了三种分析模型供工程师使用,分别是中性面网格、双层面网格和3D网格。针对搁架产品厚度分布不均匀,且厚度最大达到了5.5mm,虽然双层面网格可以准确表达产品的厚度,为了有效分析熔接线结果,我们分别采用的双层面网格和3D网格进行验证。
网格处理。此次分析结果重点是为了分析熔接线,所以网格划分参数尽可能小,网格尽可能细,以便流动结果可以更加准确的反映实际状况。
材料。实际试模采用的GPPS-383M这款材料,Moldflow软件中没有这款材料,模流分析经过多次分析并与实际流动模式对比,确定采用GPPS STYRON 637替代,可以得到与实际一致的流动模式。
通过对结果分析,以及与实际流动模式对比,还有和熔接线位置以及形状对比,我们发现了以下规律:
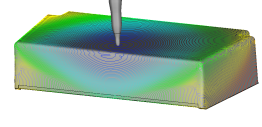
如图10所示,通过对比可知,3d模型和双层面模型的流动结果与实际都是一致的。

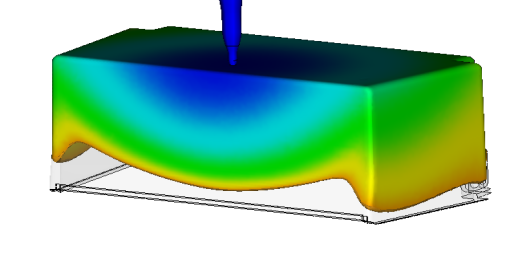
(实际流动状态) (3D流动模式) (双层面流动模式)
图10
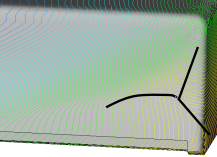
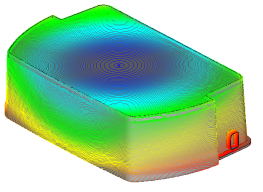
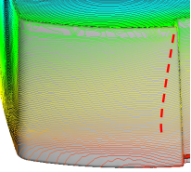
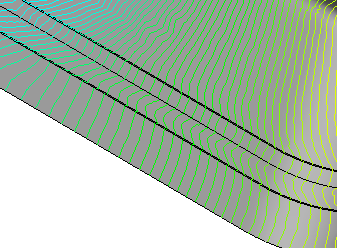
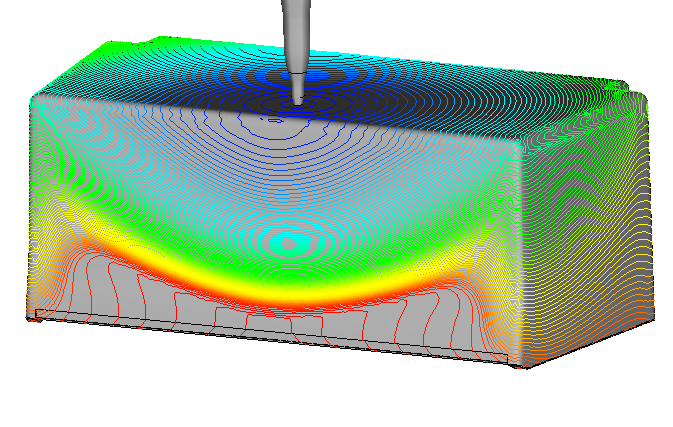
虽然模流分析中的熔接线和融合线结果中无法准确表达出熔接线效果,但通过对比流动模式和实际熔接线形态发现了如图11所示的规律,即流动变化的区域与实际熔接线位置和形状一致,如黑色线所示。

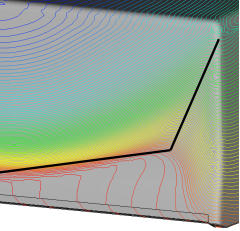
图11
综上所述,通过模流分析的流动模式的变化来判定和描述透明产品的熔接线风险。
改善措施:通过优化产品厚度,来改变产品的充填模式,从而改善熔接线。具体方案如图12所示,A面厚度修改的更加均匀。流动模式得到了明显的改善,如图13所示。实际产品注塑出来,A面熔接线彻底消除,如图14所示。
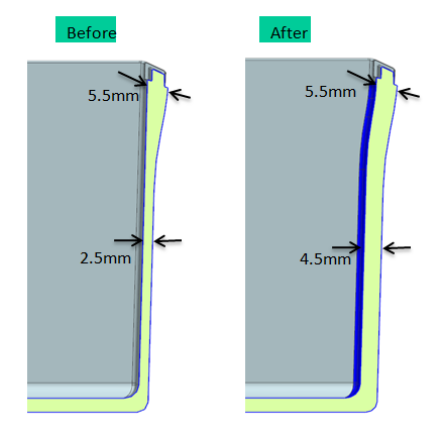
图12
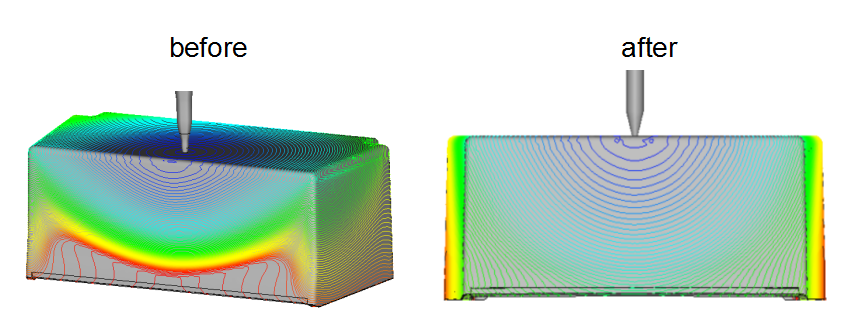
图13

图14
以上是我们通过案例,对比模流分析中的流动结果(等值线形式表示)与熔接线位置和形状,总结出了透明搁架产品熔接线判定方法以及改善措施。为了进一步验证该方法的可行性以及通用性,我们对比了一下多个案例进行验证。
序号 | 案例图示 | 模流流动模式 | 预估熔接线 | 实际熔接线 | 评估是否准确(Y-准确,N-不准确) |
1 | | | | | Y |
2 | | | | | Y |
3 | | | | | Y |
4 | | | | | Y |
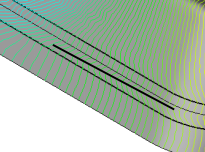
结论:通过多个案例对比,验证了我们通过流动模式(等值线结果)判定透明搁架产品熔接线的方法是可行的,而且是通用的。为此我们制定了透明搁架产品熔接线判定及改善标准,如图15所示。a为分析时熔接线判定标准,模流分析完成后,通过查看流动结果(以等值线表示),如果出现类似a中的流动模式,尤其是浅蓝色线的趋势,成型后就会在红色线位置出现熔接线;改善措施如b改善标准所示,当产品出现a的流动模式时,我们判定产品会出现熔接线。所以要通过对产品壁厚或者浇口位置进行优化来消除熔接线,判定方案是否可行的标准,就是看模流分析结果中流动模式是否符合b图所示的模式。
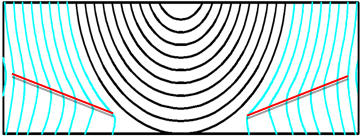
a.熔接线判定标准
b.改善标准
图15
参考文献
王鹏驹,张杰. 塑料模具设计师手册[M]. 北京:机械工业出版社,2008:11-43.
严志云,丁玉梅,谢鹏程,杨卫民. 注塑成型熔接线缺陷[J].塑料,2009,38(4):98-101.
王艳芳. 聚苯乙烯制品熔接线区域的双折射行为分析[J].塑料,2014,43(5):8-10.
徐伟强,吴学池. 基于Moldflow分析解决塑件熔接线质量问题[J].模具制造,2013,13(12):56-58.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号