江南造船(集团)有限责任公司 上海 201913
摘要:作为海洋科学研究、自然资源开采的必要装备,科考船是我国近年来推进海洋战略的重要抓手,研究科考船特点具有重要意义。其中科考船与常规船舶最大的区别是,船上科考设备较多、且设备型号不固定,需根据使用需求更换。而临时科考设备在船上的固定,就需要使用到地脚螺栓。本文重点研究船用地脚螺栓的安装方案,为船厂施工提供借鉴。
关键词 科考船 地脚螺栓 安装技术
某船厂为拓展建造领域、推动产品转型,积极承接科考船的建造,作为公司高质量发展的重点方向。但科考船的许多施工领域和项目,公司未有过施工经验,其中,地脚螺栓方面未进行过相关的研究和施工。尽管接到科考船建造项目后,公司相关部门投入很大精力研究,但就前期前道施工效果来看,不是很理想。所以,本文针对地脚螺栓安装技术进行研究与实验。
地脚螺栓是预先埋设在地面或者基础里面,把大地或者基础和设备、仪器连接起来的工具,有固定没有强烈振动和冲击的设备的作用。目前主要应用于各种设备固定、钢结构基础预埋件、交通指示牌、锅炉安装、重型设备预埋等方面。随着近年来科考船的兴起,地脚螺栓也被广泛应用于科考船的实验室、甲板等区域。
在科考船中,由于其需固定的设备较多的特殊性,需要在部分实验室、甲板上人员放置并固定科考试验设备,因此需要在甲板上预先安装大量地脚螺栓,按矩阵排列,以便实现科考设备在甲板上任意固定的需求。并且由于各科考试验设备与甲板的连接部均为同一标准制作,使得甲板上的各个地脚螺栓间距关联性较强。
船用地脚螺栓主要为M24、M12两种规格,在不同安装环境下的主要有以下两种典型节点(其中甲板反面加强分两种,一种是当地脚螺栓安装于结构正档位时,甲板反面筋骨即为加强;另一种为地脚螺栓位于非正档位时,额外设置肘板进行加强,见图1-1)。
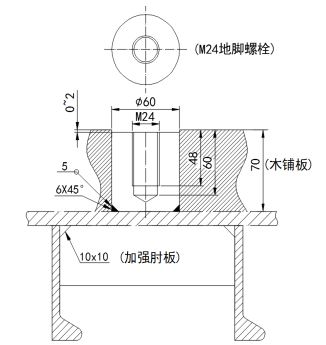
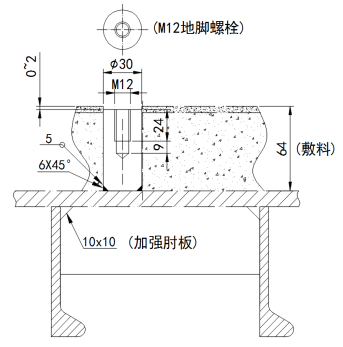
图1-1 地脚螺栓形式
某公司建造的一型科考船中,流动实验室和综合实践平台上共设置地脚螺栓约2000多个,为316L不锈钢材质,呈600mm*600mm、1200mm*1200mm矩形分布,主要分布于上甲板、下甲板以及少部分分布在艇甲板、罗经甲板上。其主要精度要求如下:
1)单个区域(甲板或实验室)内,地脚螺栓网格中心误差为±1.5mm,安装完成后应与甲板/木板或甲板敷料齐平,误差为±0.5mm。
2)地脚螺栓底座如跨分段缝,地脚螺栓矩阵相互之间沿船长方向误差为±5mm,沿船宽方向误差为±3mm。
3)地脚螺栓底座加强不得偏移超过中心线2mm。
4)地脚螺栓底座垂直度误差±0.5mm。
根据地脚螺栓安装精度要求,需重点控制甲板水平度,控制划线、开孔、定位精度;调整焊接顺序,控制焊接变形。其主要安装流程如下:
2.2.1 甲板平面度矫正与检验
分段总组搭载交验结束后,对地脚螺栓所在的甲板、房间的水平度进行检查,安装区域局部平整度应控制在≤±3mm/肋位,整体水平控制在±5mm以内,超差区域及时联系,进行火工矫正,否则不允许施工。矫正后房间如下图:

图2.1 甲板水平度矫正后效果
2.2.2 人员培训
针对此项目,挑选出骨干人员,主要从施工流程方面,优化施工工艺,查找原因,制定一系列施工方案和措施,并对划线定位、316L不锈钢的焊接进行技能培训,取证合格后方可参加施工。
2.3.1 地脚螺栓位置划线
根据甲板中心线和地脚螺栓安装图(如图2-2/图2-3),
划出地脚螺栓群矩阵线,点蜡烛式地脚螺栓不需钻孔,在划线敲洋冲后,以划线交点为圆心绘制孔边界圆和检验圆,需对检验圆和边界圆的精度情况进行检查,确认合格后在圆与划线交点处敲出洋冲点。
如2-2 下甲板地脚螺栓布置图
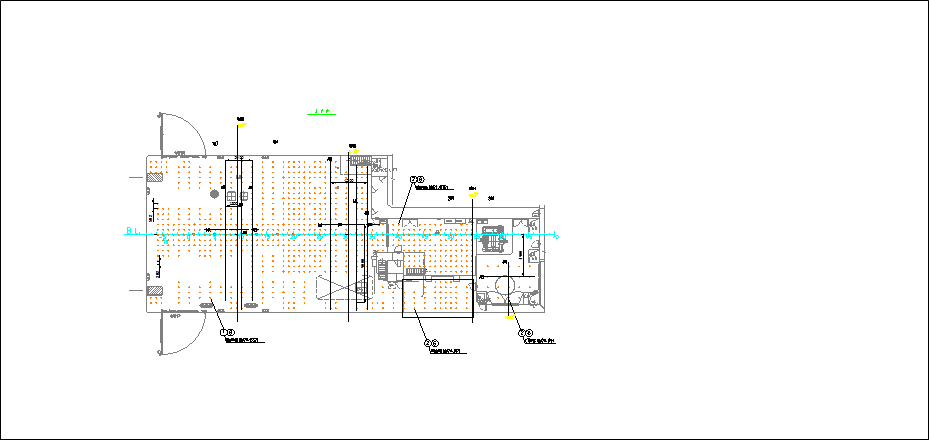
如2-3 上甲板地脚螺栓布置图
2.3.2 地脚螺栓余量确定
划线敲样冲结束后,对样冲点处水平进行检测,并做好编号和数据统计。以水平最高点为基准点,此处螺栓座高度为H,其他样冲点处高度为H加上与基准点的高度差,算出所有所需螺栓座的高度值,给螺栓座进行编号再切割至所需长度。余量加工结束后,使用工装和备用螺丝拧紧地脚螺栓座后,确保地脚螺栓座与甲板水平位置编号一一对应(如图2-4)。

如2-4 下地脚螺栓布置
2.3.3点焊固定
对埋入式地脚螺栓钻孔时以划线交点为圆心绘制钻孔边界圆和检验圆,绘制检验圆和边界圆前需使用钢刷打磨甲板表层油漆,然后需对检验圆和边界圆的精度情况进行检查,确认合格后在圆与划线交点处敲出样冲点,钻孔保证钻头四周与边界圆重合,同时钻头外边距检验圆距离相等如下图2-5;对钻好的孔精度进行确认,钻孔精度不大于1.2mm的先不进行修正,超过1.2mm的孔需进行扩孔修正,如下图2-6。

图2-5 地脚螺栓中心划线

图2-6 开孔修正
对点蜡烛式和半埋入式地脚螺栓,利用已经准备好的四孔小型工装,按已经划好的矩形线,由中间向四周依次安装,每两只螺栓套牢已安装好的螺栓,在安装另外两只螺栓,螺栓点焊前必须用水平尺调整定位工装水平度,若有偏差及时进行修正工装水平。
对点蜡烛式螺栓要求按平整度高低位置测量数据,高度加工后按顺序安装,安装要求与上面相同。定位焊时嘱咐焊工对称、均匀点焊。一个分段区域所有螺栓安装完成后进行焊前报验。
注意要点进行检查;对定位好的螺栓座位置进行精度确认检查,对于超出1.2mm的螺栓座利用工装进行重新定位,若偏差不大时,要求利用焊接收缩变形的方式,在相反方向焊接半圈,冷却后重新套上工装,保证螺栓与定位工装对准。
2.3.5 地脚螺栓焊接
为了防止变形,焊接时必须注意采用严格焊接顺序,如下图2-6。
①、地脚螺栓与甲板平焊或平角焊。
②、地脚螺栓与甲板仰焊。
③、地脚螺栓肘板与结构立焊。
④、地脚螺栓肘板与甲板仰焊。
⑤、地脚螺栓与肘板立焊。
图2-6 地脚螺栓焊接顺序
同时,地脚螺栓焊接过程中,要注意以下几个操作要点:
1)采用CO2气保焊接。
2)采用小的焊接规范,防止变形。
3)上口与甲板平齐的地脚螺栓余高磨平,并密性检查。
4)地脚螺栓肘板与船体结构焊接采用GFL-71焊丝,与地脚螺栓焊接焊缝采用GFL-309L焊丝焊接,不要用错。
5)地脚螺栓及肘板角焊缝焊脚5mm。
6)地脚螺栓过焊孔允许封堵,周围焊缝需包角到位,打磨光顺。
7)注意保护地脚螺栓螺孔,必须安装紧固好螺杆后焊接。
2.3.6 焊后测量并记录
焊接完成后,根据精度要求和测量记录表,用全站仪对地脚螺栓进行数据测量,并极力完整,提交检验。
通过本文对船用地脚螺栓安装技术的研究,利用新的定位、焊接辅助工装和工艺优化,全船2000多个地脚螺栓,现在已经全部安装完成,经过划线、安装、焊接、完工测量和密性试验,全部满足安装精度、质量要求,使公司对该技术的掌握由毫无经验到得心应手,在公务船的设备安装领域又上升了一个台阶。
[1]史雄华,牛业兴,向生,张庆亚,王江超.船体结构焊接变形的预测与控制研究进展[J].造船技术.2019(01).
[2]胥锴.张书权.船舶焊接技术的发展现状[J].现代焊接,2018(06).
[3汤清之.地脚螺栓与跨舷作业区设备的配合分析[J].船舶,2017(02).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



