北方华安工业集团有限公司 黑龙江齐齐哈尔 161046
摘要:拔制小车广泛应用在冷拔机上,基于此,本文对冷拔机拔制小车形式进行了重点分析。
关键词:冷拔机;拔制小车;形式
冷拔机广泛应用于无缝钢管冷加工、有缝钢管精拉、铜管精加工、钢丝和铜线拔制等领域,最常见的冷拔机是链式冷拔机,又可分为单链和双链、直流可逆和交流不可逆。根据一次拔制钢管的根数,可分为单根式和双根或多根式。冷拔机主要部件有:主传动系统、主链条、拔制小车、小车返回机构、床身、坯料台架、拔模座机构、成品收集框等。
一、冷拔机简介
随着20世纪90年代,我国开始研究、应用冷拔钢管技术以来,冷拔钢管技术已广泛引用于单体液压缸筒及工程机械油缸的制造,冷拔机作为冷拔钢管的主要加工设备,它是用于常温下拔制黑色及有色金属棒料材和对热轧、挤压之后的荒管进行二次加工,是生产小口径、精密、薄壁、高机械性能管材的主要加工设备。
拔制小车由两条工字型导轨支撑,由主油缸驱动,使小车沿工字型导轨运行。主油缸与拔制小车可通过可调节的开分式活塞与小车体轴向固定。冷拔机按床身结构方式,大致可分为三座分离式、框架式两种。按传动方式,可分为链式、液压传动式、齿条式、丝杠式等各种类型的拔机。
二、机械夹钳式拔制小车
机械夹钳式拔制小车由车体、牵引钩、滑动头、锁紧装置、夹钳和车轮组成。拔制小车的非工作行程由小车回位机构牵引返回到冷拔机的拔模座上,小车上的撞杆撞到拔模座上,撞块向后摆动,滑动头可自由从锁紧装置上脱落,牵引钩自动落下,钩尖挂在主链条链轴上,滑动头随主链条后拉,使钳口夹紧管头,实现管子的拔制。
拔制时,拔模座中心线和拔制中心线与牵引钩链轴中心线重合,使小车钩板(凸轮、摆板或拨叉)在不工作时自动回到原来的位置。拔管完后,小车瞬间失力,加之夹钳拉伸拉簧作用,使钳口打开。
机械夹钳式拔制小车就夹钳设计方式、锁紧机构方式也多种多样。常用的夹钳形式有牙嵌式、阴阳开合式、多幅式等。锁紧装置主要与滑动头连成整体,其形式包括:拨板弹簧回复式、杠杆平衡式、摆杆或凸轮回复式等。
1、夹钳设计形式
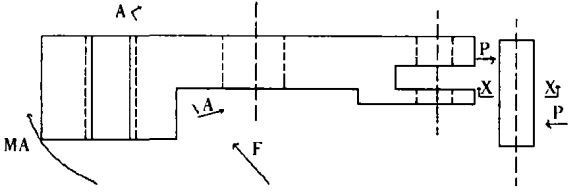
1)牙嵌式。如图1所示,牙嵌式夹钳特点是左右钳体相同,备件少,加工安装方便。缺点是受力状态不好,钳体在拔制中同时受拉力和夹紧力作用,产生拉应力及扭应力,两者合应力作用在A-A截面上,使钳体从A-A截面内侧产生裂纹,裂纹扩大导致钳体断裂。在实际生产中,经常出现拔制力大于额定值的现象,更易造成钳体断裂。同时,连接夹钳的销轴受力截面为X-X,受力状况差。
图1
2)阴阳咬合式。阴阳咬合式的受力状况改善,受力分布较合理,消除了牙嵌式夹钳截面应力集中缺陷,咬管可靠,开合顺畅。其缺点是结构复杂,加工安装困难,备件数量多。
3)多幅式。多幅式夹钳柔合了牙嵌式及阴阳咬合式夹钳的优点,受力条件优于前两种,仅从销轴的受力情况来看,受力情况得到了较大的改善。左右夹钳形状一致,减少备件数量。其缺点是加工安装困难。
2、滑动头与锁紧装置形式。常用滑动头采用整体铸钢或锻钢制成,形状为长方形,安装有牵引钩、牵引钩锁紧装置和拉伸板。有些设计为了方便滑动头的运动,两侧装有滚轮。锁紧装置有拨板弹簧回复式、杠杆平衡式、摆杆或凸轮回复式等多种形式。
1)拨板弹簧回复式。拨板弹簧回复式锁紧装置原理是:当撞杆撞击拔模座后,撞块向后推,拨板动作使钩板脱落,牵引勾落下钩住主链条,实现拔制。
2)杠杆平衡式。杠杆平衡锁紧装置的原理是当撞杆撞到拔模座后,撞块后推,拨叉翻转使杠杆偏转,牵引勾落下钩住主链条,实现拔制。
3)摆杆或凸轮回复式。摆杆或凸轮锁紧装置原理是:当撞杆撞到拔模座后,撞块向后推,摆杆或凸轮旋转一定角度,使牵引钩失去承托而自由落下,钩住主链条链轴,实现拔制。
机械夹钳式拔制小车的形式多种多样,其使用形式主要取决于冷拔机拔制类型、设备拔制力、企业操作人员对其的熟悉程度。
三、斜楔式拔制小车
斜楔式拔制小车工作原理是:其通常借助外力实现拔制,一般采用气动形式。
拔制小车非工作行程靠小车返回机械牵引返回拔模座后,操作员按下按钮使气缸通气,气缸活塞杆伸出,向前推动斜楔牙板夹紧管头。同时气缸将牵引钩压下,使钩尖挂在主链条链轴上,实现管子的拔制。
拔制完后,钳口瞬间失力,由于惯性作用自动打开。为了安全起见,有些设计在斜楔末端加斜装一个拉伸弹簧,拔制完后在拉伸弹簧的帮助下打开斜楔。
斜楔式拔制小车设计的关键是斜楔斜角的选择。拔制力越大,则咬紧力越大,摩擦力也增大,因此粘着(自锁)能力越强,拔制完后钳口自动弹回能力越弱。
斜角越大,摩擦力减小,粘着(自锁)能力减弱,拔制完后钳口自动弹回能力增强,但咬紧力随之减小。此时,易在拔制中途甩勾中止拔制。实践中,斜角最佳值在20︒~25︒之间。因此,斜楔式拔制小车一般用于单根拔制力较小的情况。根据经验,单根拔制力小于200kN的冷拔机更为合适。
斜楔式拔制小车由于斜楔的伸缩而改变开口度,实现咬管,因而不适合规格变化大的生产。为解决这一问题,牙板通常采用开缺口式牙板设计,根据管头大小,尺寸随之变化以适应管头变化,但更换牙板的次数增加。
四、双根或多根式拔制小车
双根或多根拔制是指在同一冷拔机上同时拔制两根或多根以上的管子,以充分利用设备能力,提高生产效率。
双根或多根拔制关键技术是如何克服由于管头尺寸和管子长度不同而引起的夹紧力不一致,以及由于管子不同时拔制而引起的局部瞬间失力的补偿问题。
1、机械夹钳式拔制小车“秋千”牙板设计。两块牙板中的一块设计为铰点式,拔制两根管子时,牙板可根据管头大小自动调整,以夹(咬)紧两根管子。
当两管长度相差较大时,拔出短管,拉力瞬间消失,牙板上部自动松开,当“秋千”机构不能及时调整补偿时,由于拉力的暂时消失,长管会脱钩,拔制就会中断。因此,“秋千”式机械夹钳双根拔制对管子长度及头部形状大小要求严格。
2、卧式多根斜楔式拔制小车。斜楔式拔制小车的每个钳口动作独立,互不干涉,对管子长度和头部形状大小要求不高。因此,双根或多根拔制小车的形式多为斜楔式。
以气动为动力源。每个钳口和牵引钩由气缸作推动,并由相同的气源供气。当操作员按下按钮时,压缩空气接通并供给每个气缸,由于推动斜楔的气缸缸径小于牵引钩的气缸缸径,且动作较快,当斜楔推进并咬住管头时,牵引钩开始下压,这样就可实现双根或多根拔制。
3、立式双根斜楔式拔制。小车设计时考虑到双根和单根拔制状态的整合,则一台立式双根拔制小车可实现小管的双根拔制,还可实现大中管单根拔制,有效利用设备资源,提高生产效率。据生产统计,双根拔制效率提高了63%,随着熟练度的提高,其生产效率会进一步提高。
立式双根斜楔式拔制小车也由气动驱动。每个钳口和牵引钩由一个气缸驱动,由同一个气源供气,其原理与卧式多根斜楔式拔制小车相同。由于拔制中心线相对较高,立式双根拔制小车的倾翻力矩大于卧式拔制小车,在拔制中易发生倾翻。设计时,距应尽量扩大小车的轮距,倾翻力矩应在两轴距之间。
4、复合式双根拔制小车。机械夹钳式与斜楔式拔制小车形式和功用有所不同,使用场合也不一致,为了充分发挥其优势,对拔制小车进行整合改良,出现了复合式拔制小车。这种小车以卧式双根或多根拔制为主。其工作原理是:当拔制小车非工作行程靠边小车返回机械牵引返回至拔模座时,小车上的撞杆撞上拔模座后推,使突轮翻转,牵引钩自由落下,钩住主链条链轴,随主链条前拉,铰剪机构拉伸推动压板,使斜楔推进咬住管头,实现拔制。
参考文献:
[1]郭艳清.冷拔机夹钳小车受力分析[J].重型机械,2015(05).
[2]罗瑞文.冷拔机拔制小车形式的探讨[J].冶金丛刊,2015(03).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



