陕西商洛发电有限公司,陕西 商洛 726000
现代火电厂磨煤机生产厂家在磨煤机出厂时就增加了防磨层。针对磨煤机磨室内的物料颗粒比较大、飞溅的物料冲击大、温度高、风速快、磨损严重的运行工况。磨桶各部位磨损情况不同,所以,磨煤机筒壁的防磨就显得很有必要。从经济实用角度出发,根据各部位工况情况,采取不同的防磨处理。
1 磨煤机的运行环境
磨煤机的运行环境比较差,启动时暖机温度在300度左右,运行时入口温度在220度左右,是根据煤量的情况进行调整,属于高温运行。(图1、图2)
磨桶体下部接近磨盘静环出口,温度较高,受从风环进入的高速气流冲刷,磨损严重,从磨盘挤出的大块颗粒对磨盘下体会造成强大的冲击磨损。
热风入口部位是整个磨煤机筒壁的防磨重点,这个地方的温度是磨煤机里温度最高的地方,应该在220度左右,错误的认识是这个部位冲刷磨损最严重,因为每次磨煤机筒壁掉瓷都是从这里开始,所以造成了人们的误解。其实,这个地方主要的问题还是粘结掉瓷问题,如果使用大块陶瓷来防磨的企业,磨损和掉瓷一目了然,所以,在施工中有时候胶的组分出现问题(造成耐温下降)或施工中粘结不牢等问题就会出现掉瓷现象,非常的明显,如果粘结牢固也很明显,就是磨损时不会出现磨完现象,或多或少的会留下一部分,所以,磨损厉害的企业做完防磨后半年筒壁磨穿的话,主要是胶的选择出现问题,
在磨机筒壁防磨中,中心点焊的形式不可取,几乎所有的焊接陶瓷都是从中间断裂而脱落,时间不会很长,主要是因为瓷片中心的钢质焊接压圈在220度的高温下产生向四周的膨胀,而瓷片产生的膨胀把中心孔变小,从而把瓷片涨裂。

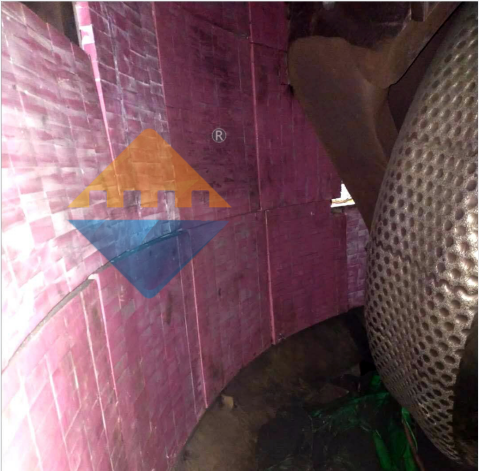
图1 图2
2 磨煤机防磨瓷型和瓷片厚度的选择
磨煤机防磨瓷型的选择是根据磨煤机静环的形式等来选择的,如果静环的高度比动环高出15cm左右,磨煤机筒壁理想瓷型:对严重的磨煤机:150×100×10-12mm大块陶瓷比较理想。对磨损轻的磨煤机:采用50×60×5-8mm的箍片陶瓷比较理想。
目前,大多数企业都采用较厚的瓷片。检修时再打掉,检修后要重做防磨。实际上,在施工时只要稍微注意一下就可以解决这个问题,磨损区域采用厚度8mm的瓷片,非磨损区域采用5mm后瓷片可以解决这个问题。但对静环的高度和动环在一个平面的磨煤机筒壁只有采用12-15mm厚的瓷片才能确保磨煤机安全运行3年以上。
2.1 磨煤机静环的防磨
磨煤机静环的磨损一直是困扰磨煤机安全的一个很重要的因素,目前,防磨的方式比较多,分别有:耐磨堆焊、分体式静环、把静环做成和动环一个水平面的、贴瓷、耐磨胶泥等等,都不一样,不论采取那种耐磨形式,都有效果,只是效果不同而异。(图3、图4、图5)
2.1.1 磨煤机静环的运行环境
磨煤机静环采用普通的胶粘贴陶瓷片显然是不行的,主要是其运行环境决定的,200度-300度的热风,造成静环在200-300度之间进行波动,因此粘贴陶瓷很难在这个温度下不掉,而强烈的冲刷也增加这个部位的磨损,有的企业采用高Cr铸块中间打孔的形式焊接到静环上发现两种情况,一是耐磨块从焊接处脱落,频繁的温度变化造成焊接处热应力过大而炸裂,造成脱落;二是高Cr铸块从中间断裂,高Cr铸块磨损到一定程度后再煤块的冲击下断裂,证明这个部位的温度和冲击都相当大,因此,这个部位的防磨是很难掌握的。
2.1.2 磨煤机静环瓷型的选择
由于温度太高,所以选择高温胶比较重要。这个部位不宜选择太厚,选择太厚容易脱落。在实验中我们发现,选择5mm厚箍片陶瓷容易被磨穿,选择12mm厚的瓷片容易脱落,在实验中曾采用20mm厚的中心点焊陶瓷,运行2个月后脱落,原因就是太厚,而这个部位的焊接由于温度太高而不起作用。从这一点看50×60×5-8mm的箍片陶瓷来做静环防磨比较理想。
2.1.3 磨煤机静环的防磨是一个长期摸索的过程,就目前箍片陶瓷的使用上,耐磨箍片陶瓷的寿命在一个大修期,一个大修期需要做一次防磨,但毕竟有所突破,把人工从繁重的静环更换中解脱出来。


图3 图4
2.2 磨煤机磨辊支架护板的运行环境
中架体局部、磨辊辊支架下部护板、辊支架与加载架连接处,采
用焊接式陶瓷或者根据护板尺寸定制一块整体耐磨陶瓷衬板作为防磨层。
由于温度太高,所以选择高温胶比较重要。瓷型的选择:通常选择50×60×8mm的箍片陶瓷。这个部位选择的陶瓷不宜太厚,太厚容易脱落。在实验中发现,选择5mm厚陶瓷容易被磨完,选择12mm厚的陶瓷容易脱落;实验中还发现,选择20mm厚的中心点焊陶瓷,浪费工时,且在使用中效果不太明显,原因是陶瓷太厚而这个部位温度太高,焊接几乎不起什么作用。从这一点来看,选择50×60×8mm的箍片陶瓷比较适合。


图5 图6
2.3 磨煤机分离器的防磨,磨桶体上部主要受随上升气流运动的细粉磨损冲刷,并无冲击。由于所处的环境温度较低,这个部分的防磨普通陶瓷就可完成,且效果不错,防磨一次,可以维持7-8年的时间。
2.3.1 磨煤机分离器出口直管段的防磨
这个部位也是制粉系统的关键部位,由于所处的运行环境比较恶劣,高速的气流夹杂着煤炭颗粒,强烈冲击管壁一个部位,致使这个部位最容易被磨坏。70℃-90℃的混合风温度不算高,因此,这个部位的防磨处理起来基本没难度,但不管采用那种形式的防磨,这个部位的维持时间都不会太长,大约一个大修周期,企业为了节约成本,一般在大修时,会通过旋转90度的方式,即通过改变冲击面的方法来延长一次贴瓷的使用寿命。
2.3.2 这个部位的瓷型选择,通过多次试验发现,瓷片选择在17.5×17.5×8mm时,使用效果是最佳的,其它的效果都不如这个瓷型。这个瓷型基本可以维持大约一个大修周期。
2.4 制粉系统弯头的贴瓷防磨,也是影响制粉安全的一个关键因素,也是影响制粉环境安全的因素。这个部位目前防磨的形式比较多,但不论采取哪种方式,根据各个电厂的工况不同,维持的时间各不相同,但都维持的时间都不会太长,一般会维持4年左右。其它的寿命都不会太长。
2.4.1 制粉系统弯头的运行环境比较恶劣,高速气流夹杂煤炭颗粒,强烈冲刷弯头的弯曲部位,致使这个部位最先被磨坏。由于70-90℃的温度不算太高,因此这个部位的防磨基本比较好掌握。但是不论采取哪种形式的防磨,这个部位维持时间大约为一个大修周期。
2.4.2 制粉系统弯头的防磨贴瓷瓷型的选择是根据磨煤机的形式来选择,球磨机:采用17.5×17.5×5mm的就可以满足一个大修周期,如果想寿命长一些,采用17.5×17.5×8mm就可满足两个大修周期。中速磨煤机直吹式制粉系统因磨损比较大,一般选择17.5×17.5×8mm瓷型,一是耐冲击,二是好选型。
总结语:制粉系统的磨损是影响电厂运行的很大问题,特别是焊缝、弯头部位磨损的最快。近几年,我国煤炭价格上涨,电厂普遍采用劣质煤炭,更加重了系统的出力,使磨损成为了制粉系统的最大问题。现在一般都采用耐磨产品,但无论采用哪种耐磨方式,都会出现程度不同的泄露。综合各厂的防磨经验,我们提出了针对不同部位的陶瓷防磨瓷型,以便更好的解决磨煤机的磨损问题,使生产能正常的连续运行。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



