新疆中泰托克逊能化公司绿色建材厂 新疆吐鲁番 838100
摘要:早期我国生产水泥所应用技术主要为预热窑,现已过渡到利用预热分解窑对预热窑进行替代的阶段。文章以此为背景,结合回转窑煅烧所表现出特点,对可使窑内温度得到有效控制的模糊算法进行了分析,具体内容涉及建立模型、算法设计和仿真分析三部分,希望能给相关人员以启发,真正做到依托模糊算法对窑内问题加以控制,为水泥产品整体质量提供有力保障。
关键词:模糊控制;温度控制;煅烧系统;水泥回转窑
前言:作为经济建设所依托重要材料,我国每年所生产水泥产量可占国际社会的50%左右,水泥工业所存在问题主要是结构缺乏合理性,通常需要消耗大量能源,使水泥工业具备持续发展的条件的前提是要加大技术创新与开发力度。对水泥煅烧进行控制的关键是煅烧温度,要想使水泥产品质量达到预期,关键是要掌握可使温度得到有效控制的方法。考虑到回转窑煅烧兼具非线性、滞后性还有大惯性等特点,现有控制算法所能发挥作用有限,研究人员指出可对模糊控制算法加以应用,这便是本文所研究的主要内容。
1研究背景
在生产水泥时,水泥产品质量往往取决于熟料煅烧工艺,该环节所依托核心设备为回转窑,对回转窑煅烧温度加以控制自然很有必要。研究表明,可使窑内温度受到影响的因素较多,加之现有技术难以做到对全部参数进行精确检测,熟料煅烧环节所发挥化学及物理反应极为复杂,存在大惯性、强耦合以及大滞后的特定,仅凭借现有控制策略无法使控制效果达到预期,基于回转窑对自动控制方案进行设计是大势所趋。要想使窑内热力分布、热工制度始终处于最佳状态,同时确保回转窑可长期处于均衡且稳定的运行状态,关键是要对工艺带温度进行控制,在信息技术、相关理论趋于完善的当下,业内人士纷纷选择对温控方案进行研究,以期能够使水泥得到高效且优质的生产。
2建立模型
虽然本文所研究模糊控制对数学模型精确度没有具体要求,但在后续的算法设计以及仿真环节,要想使研究工作得到有序开展,仍然需要对各参数所对应输出输入关系加以确定,保证系统能够形成闭环。
本系统的构成较为复杂,具有多时滞、多变量和强耦合的特点,利用传统数学解析法对理论模型进行建立的难度极大,要想准确掌握控制量、监控参数的内在联系,可选择借助计算机进行辨识。在本次研究中,研究人员选择对烧成带温度进行研究,可能给其数值产生影响的参数,主要有风机转速、喂煤量以及窑转速。具体方法如下:以被控对象确定为前提,在依次投入不同控制参数的基础上,对烧成带温度加以控制,确保烧成带温度始终处于固定区间,为水泥熟料整体质量提供保证。随后,再对各参数与烧成带温度所存在控制关系进行动态分析。
为确保被控对象为连续系统,研究人员计划利用工业通用滞后+一阶惯性对传递函数进行描述,即:

在该公式中, 代表增益。
代表增益。 代表惯性时间。
代表惯性时间。 代表滞后时间。对模型进行辨识的前提是明确烧成带温度、喂煤量间所存在传递函数,研究人员应以相关数据样本为依据,利用计算机对各参数进行计算,通常只需参考Bode图和单位阶跃响应,便可判断辨识结果是否符合实际情况。
代表滞后时间。对模型进行辨识的前提是明确烧成带温度、喂煤量间所存在传递函数,研究人员应以相关数据样本为依据,利用计算机对各参数进行计算,通常只需参考Bode图和单位阶跃响应,便可判断辨识结果是否符合实际情况。
3算法设计
3.1控制原理
利用水泥回转窑进行煅烧的步骤较为繁琐,不仅大惯性及滞后性明显,还具有慢时变、非线性等特点,无法对精确数学模型进行建立。对PID控制加以应用的前提是存在与被控对象相关的精确模型,在控制参数不明确对象、滞后对象方面,通常难以取得理想成效。模糊控制强调以知识及经验为基础,具有良好的鲁棒性。
烧成带温度是确保本系统稳定运行、使水泥熟料质量得到显著提高的重要参数,该参数极易被窑转速、入窑风量及生料量和喂煤量所影响。正常工况下,本系统均处于满负荷运行状态,由于入窑生料量通常无明显变化,窑转速自然也处于相对稳定的状态[1]。在剩余参数中,喂煤量给窑内温度所产生影响较为显著,因此,研究人员决定将被控制量设定为烧成带温度,将控制量设定为喂煤量,将干扰因素设定为窑转速及入窑风量。
3.2设计模糊控制器
本次研究所应用模糊控制器的特点是单输出、双输入,其结构设计方案见图1。
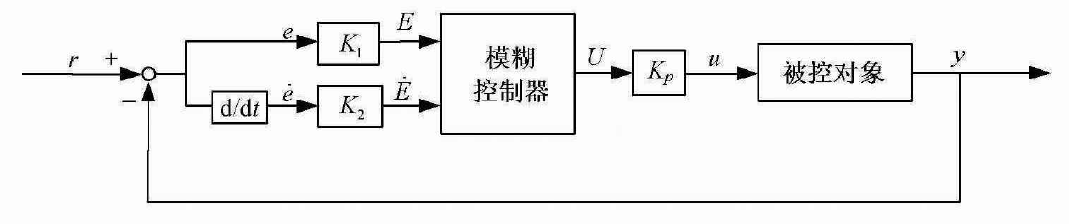
图 1 控制器结构
在该控制器中,被控量对应稳态偏差 、偏差变化率是输入值
、偏差变化率是输入值 ,喂煤量对应控制量是输出值
,喂煤量对应控制量是输出值 ,量化因子为
,量化因子为 及
及 ,比例因子为
,比例因子为 ,偏差
,偏差 对应模糊语言变量为
对应模糊语言变量为 ,偏差率
,偏差率 对应变量为
对应变量为 ,控制量
,控制量 对应变量为
对应变量为 。
。
现将设计步骤归纳如下:第一步,对语言变化、输出变量以及输入变量做模糊化处理。



第二步,以工艺要求为依据,确定相应的模糊子集。其中, 对应模糊论域是
对应模糊论域是 ,相关模糊子集的定义是
,相关模糊子集的定义是 ,其中,
,其中, 对应负大,
对应负大, 对应负中,
对应负中, 对应负小,
对应负小, 对应零,
对应零, 对应正小,
对应正小, 对应正中,
对应正中, 对应正大。
对应正大。 对应模糊论域是
对应模糊论域是 ,模糊子集同上。
,模糊子集同上。 对应模糊论域是
对应模糊论域是 ,模糊子集同上。第三步,结合生产操作所积累经验,对模糊规则进行建立。
,模糊子集同上。第三步,结合生产操作所积累经验,对模糊规则进行建立。
4仿真分析
4.1PID控制
对模糊控制进行仿真研究前,研究人员应先研究PID控制,先对仿真模型进行建立,再通过反复验证的方式,确定PID所适用的控制参数。考虑到稳定工况下,烧成带温度约为1400℃,若采用标称模型展开研究,应将零时刻的阶跃信号设定为1400℃,待运行时长达到500s,方可加入相应的干扰,在本次研究中,研究人员将干扰幅值设定为-50℃,仿真结果如下:
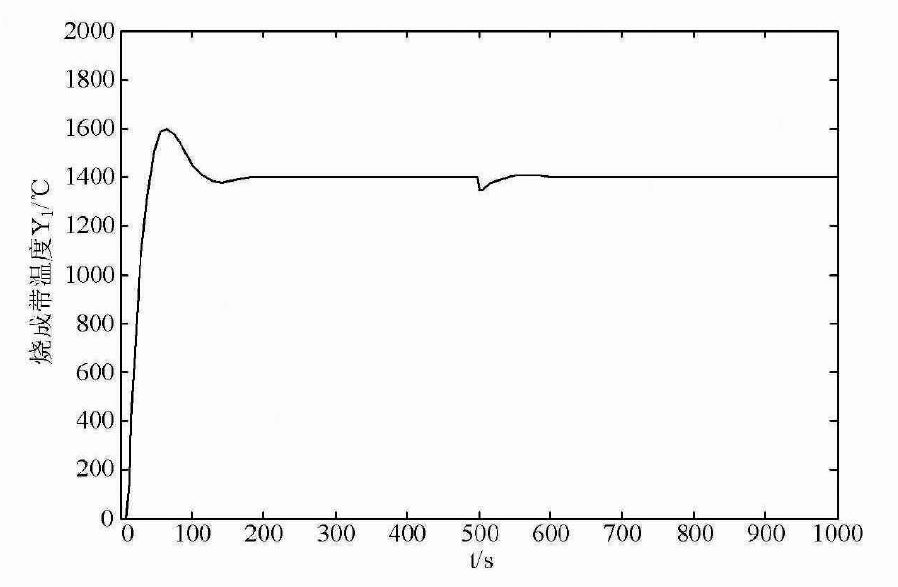
图 2 PID阶跃响应
待模型滞后时间、惯性时间及增益失配达到+20%,便可借助仿真模型得出相应结论。
4.2模糊控制
该控制方法强调以模糊推理、模糊集合为依托,利用模糊规则描述实践经验,同时利用模糊量信息替代数字量信息,以此来实现精确控制目标。研究人员依托 对单输出双输入的仿真模型进行建立,该模型有两个输入量,分别是输出值和给定值所存在偏差、偏差变化率,输出量则设定为喂煤量[2]。仿真实验结果见图3。
对单输出双输入的仿真模型进行建立,该模型有两个输入量,分别是输出值和给定值所存在偏差、偏差变化率,输出量则设定为喂煤量[2]。仿真实验结果见图3。
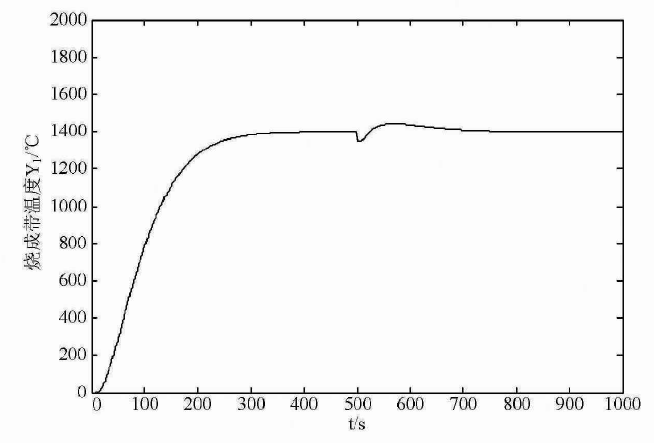
图 3 模糊阶跃响应
对模型进行标称处理时,在滞后作用、惯性作用的双重影响下,模糊控制所需调节时间、恢复扰动时间均较PID控制更长,不仅快速性不理想,还有稳态偏差的情况存在。模糊控制的优点,主要是能够对超调进行抑制,简单来说,就是在模型处于失配状态时,由于所产生超调较大,PID控制往往要花费更长的调节时间才能取得理想效果,模型参数变化给其产生的影响自然更为显著,模糊控制可使超调得到有效抑制,对参数变化所导致模型失配问题并不敏感,这表明模糊控制的鲁棒性理想。由此可见,通常只需采取模糊控制法,便可使本系统在静态和动态性能指标方面所提出要求得到满足。
结论:本文以模糊控制为主要内容,通过将相关思想与回转窑工艺充分结合的方式,成功开发出了结构较为简单的控制器,随后,分别对PID控制还有模糊控制进行仿真分析,得出“模糊控制通常不需要借助精确模型便可完成控制任务,参数变化对控制效果所产生影响可忽略不计,具有良好鲁棒性”的结论。
参考文献:
[1]薛美盛,王一丰,秦宇海.水泥熟料煅烧过程先进控制系统的设计与实现[J].化工自动化及仪表,2020,v.47;No.353(02):5-11+32.
[2]黄波达.基于模糊控制算法的热压炉温度控制系统的设计与研究[J].华北科技学院学报,2019,016(006):66-69.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



