抚顺石化工程建设有限公司工程一队
一、工程概况
2016年9月抚顺石化公司烯烃厂乙烯装置3#裂解炉按计划进行停炉清焦,在用管道内窥镜检查炉管清焦情况时发现8个进口定型设备SLE急冷器的涡流腔内炉管有鼓包变形现象,如不及时修复进而破裂造成高温裂解气与急冷水相通将引发辐射炉管炸管甚至裂解炉炸膛的生产安全事故。经与德国生产厂家联系,对方不负责旧件修复只提供拆旧换新,而且新设备的生产周期为4个月,这将严重影响整个烯烃厂今年生产指标的完成。在烯烃厂领导主持下,业主各部门主管与设备生产厂家、工建公司及工程一队等负责人研究决定,以我带领的几名技术能力强的管工及两名吉林化建公司的电焊工组成抢修小组,由德国设备生产厂家负责制定施工措施方案,对这8个SLE急冷器进行拆解和修复,整个抢修施工工期15天。
二、抢修过程
这次抢修施工的关键点在SLE急冷器的进气管嘴与涡流腔底部焊道的切割作业:既要将焊道金属尽量贴靠涡流腔底面切开,不能破坏涡流腔底面的平整度,又不能破坏进气管嘴内的夹层隔热材料和上、下两段内管密封的C形环。若一旦价值高达20万元的C形环损坏将没有备件可用,整个抢修施工可算前功尽弃。
1、拆除过程
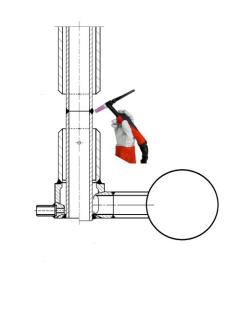
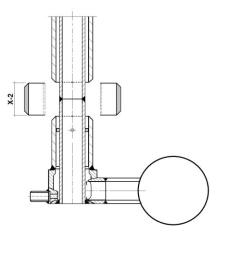
(1)、首先用角向磨光机配装Ø100不锈钢切片分别在距离SLE急冷器的涡流腔上表面100mm和200mm两处位置将Ø154×9的急冷器下降管水平圆周切断,密切注意控制圆周切入深度<25mm以防止损伤内管;然后将割断的急冷器下降管96mm长管段先后以对称方向水平外推直至被内管阻挡,用木楔子在反方向的下降管上下豁口处固定后再沿外露的管壁轴线方向剖开,注意控制下降管上下豁口处切入深度<16mm以防止损伤上、下端利旧保留的急冷器下降管及Ø101.6×8.8内管;将剖开的急冷器下降管管段分两瓣取下露出内管,再在距离涡流腔上表面150mm处将内管水平圆周切断。
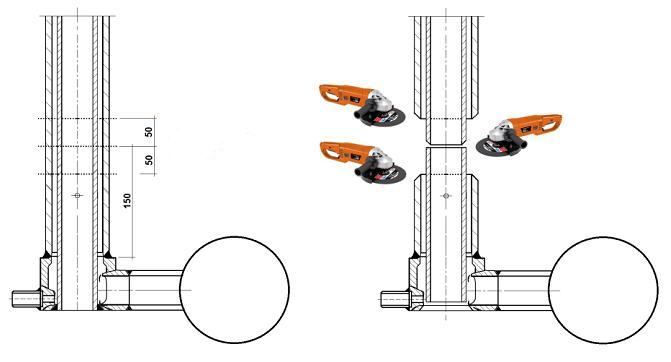
(2)、在保证所抢修的SLE急冷器下方辐射炉管被可靠拴挂固定后,在SLE急冷器涡流腔与下降管集合管相连的DN80高压水管焊口外侧100mm处垂直圆周切断,再水平圆周切断SLE急冷器进气管嘴下的辐射炉管出口连接管与铸造Y型件顶部的Ø88.9×8相连焊道,将切断后的辐射炉管下沉足够的空间后将SLE急冷器的涡流腔、进气管嘴以及辐射炉管出口连接管整体吊装落地。
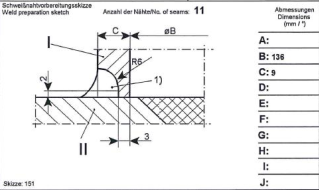
(3)、所有切断和剖割后利旧的管道部件都要用角向磨光机配装Ø100不锈钢磨片按标准规范磨削出1.6±0.8mm根高、单面37.5°±2.5°的管道坡口并且打磨、清理干净20mm深范围的内壁。
(4)、将SLE急冷器的涡流腔及进气管嘴翻转朝上水平支撑固定摆放,在进气管嘴表面做好尺寸和定位标记,作为恢复安装时的测量及定位基准;然后用角向磨光机配装Ø100不锈钢切片将涡流腔与进气管嘴相连的角焊缝金属慢慢磨削切开,边切割边目视检查注意切入深度直至将整个焊道完全切开以免破坏内部的耐热材料(SA516Cr.70材质的涡流腔和G-X10NiCrNb3220材质的进气管嘴异种钢焊接金属在剩余厚度极小的情况下极易发生脆裂断开)。进气管嘴完全拆下后,将上、下两段内管间密封的C形环轻轻取下妥善包装和保管以便利旧。
2、机械加工及恢复安装过程
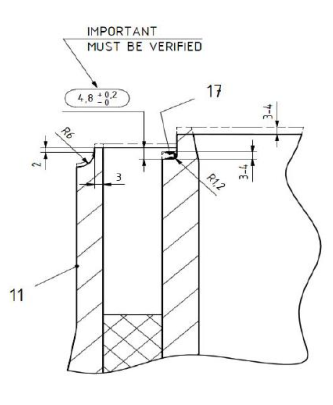
(1)、将涡流腔和进气管嘴分别妥善包装固定后送至机械加工厂,涡流腔底面朝上水平固定支撑后用立式车床由内向外切削Ø101.6×8.8内管与涡流腔底面相连处的端头直至将鼓包变形的内管拆除,再将涡流腔底面与内管相连处按设计要求加工出预留2~3mm圆周间隙的45°单面坡口。
(2)、截取16Mo3材质的Ø101.6×8.8新管长度290mm,上端用卧式车床按标准规范加工好单面37.5°±2.5°的管道坡口;与SLE急冷器预留利旧的上部下降管和内管进行中心校验和调整后,将加工好底面内部坡口的涡流腔与新内管段进行组装,以免影响SLE急冷器内外套管的现场组对安装;新安装的内管外探出涡流腔底面20mm,定位焊及正式焊接时要可靠固定涡流腔与新内管段以保证同轴度要求并采用8点间断隔缝跳焊的方法以免产生焊接应力;焊接完成后用铣床切削涡流腔底部外露的新内管段端面至与涡流腔底面平齐并保证设计要求的平面度和表面光洁度。
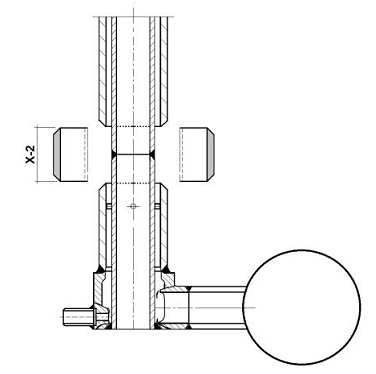
 (3)、对拆除进气管嘴的Ø154×9的外套管采用8点间断隔缝跳焊的方法进行手工堆焊恢复部件长度180mm,注意避免产生焊接应力破坏夹层隔热材料;用车床切削平整进气管嘴的外套管端面并按照设计要求预留2mm间隙和3mm根高后加工出R=6mm的单面U形坡口,再切削内腔长度保证设计要求的C形环凹槽深度
(3)、对拆除进气管嘴的Ø154×9的外套管采用8点间断隔缝跳焊的方法进行手工堆焊恢复部件长度180mm,注意避免产生焊接应力破坏夹层隔热材料;用车床切削平整进气管嘴的外套管端面并按照设计要求预留2mm间隙和3mm根高后加工出R=6mm的单面U形坡口,再切削内腔长度保证设计要求的C形环凹槽深度![]() mm; 进气管嘴的外套管端面U形坡口及涡流腔底面经着色探伤检查无缺陷后将利旧的C形环装入凹槽,按照之前预留的尺寸和定位标记进行组对安装,从而保证SLE急冷器内管与进气管嘴内腔的同轴度和连接密封效果,进气管嘴与涡流腔的焊接时同样采用8点间断隔缝跳焊的方法以免产生焊接应力。
mm; 进气管嘴的外套管端面U形坡口及涡流腔底面经着色探伤检查无缺陷后将利旧的C形环装入凹槽,按照之前预留的尺寸和定位标记进行组对安装,从而保证SLE急冷器内管与进气管嘴内腔的同轴度和连接密封效果,进气管嘴与涡流腔的焊接时同样采用8点间断隔缝跳焊的方法以免产生焊接应力。


(4)、将修复完毕的SLE急冷器涡流腔、进气管嘴以及辐射炉管出口连接管整体运回烯烃厂乙烯装置3#裂解炉抢修施工现场,与SLE急冷器利旧的下降管、内管及利旧的辐射炉管铸造Y型件进行组对安装,然后恢复安装涡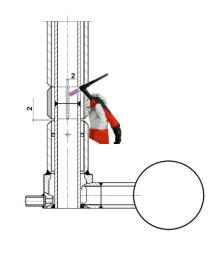
 流腔与下降管集合管相连的DN80高压水管。
流腔与下降管集合管相连的DN80高压水管。
(

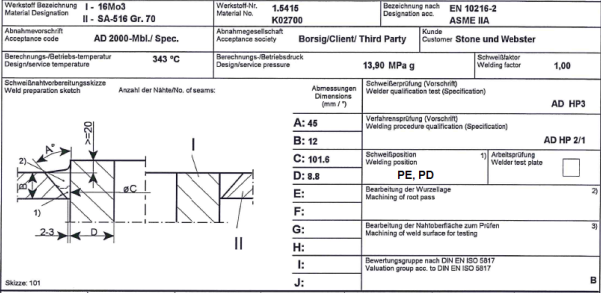
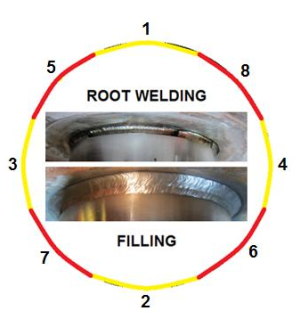
 5)、进口设备SLE急冷器各部件的材质分别是:内管16Mo3、下降管20g、涡流腔SA516Cr.70、进气管嘴G-X10NiCrNb3220,急冷器与下降管集合管相连的高压水管材质是20g,辐射炉管及出口连接管的材质是35Cr45Ni,所有焊接施工采用氩弧焊,其中新更换的内管段和利旧的进气管嘴分别与利旧的涡流腔连接处的角焊缝属于异种钢焊接, 辐射炉管与出口连接管的对接焊缝处需要作气室保护,焊接工艺由吉林化建公司提供,共计9处焊接施工所涉及的6种焊材由烯烃厂业主提供;按标准规范对所有焊道进行无损检测合格后方可交付工艺生产装置吹扫投用,整个改造过程结束。
5)、进口设备SLE急冷器各部件的材质分别是:内管16Mo3、下降管20g、涡流腔SA516Cr.70、进气管嘴G-X10NiCrNb3220,急冷器与下降管集合管相连的高压水管材质是20g,辐射炉管及出口连接管的材质是35Cr45Ni,所有焊接施工采用氩弧焊,其中新更换的内管段和利旧的进气管嘴分别与利旧的涡流腔连接处的角焊缝属于异种钢焊接, 辐射炉管与出口连接管的对接焊缝处需要作气室保护,焊接工艺由吉林化建公司提供,共计9处焊接施工所涉及的6种焊材由烯烃厂业主提供;按标准规范对所有焊道进行无损检测合格后方可交付工艺生产装置吹扫投用,整个改造过程结束。
经过连续15天的日夜奋战终于安全、优质、高效的完成了此次抢修施工, 3#裂解炉顺利生产出了合格产品;此项工程大约为抚顺石化公司节能创效100万元,开创了国内进口定型设备抢修作业的先河,填补了抚顺石化公司乙烯装置裂解炉SLE设备手工修复施工的历史空白。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



