广西建工第一建筑工程集团有限公司 广西南宁 5 30000
摘要:随着楼盖施工工作对薄壁箱梁的施工工艺具有越来越广泛和迫切的应用需求,对于薄壁箱梁楼盖施工工艺如何调整、优化已经成为楼盖施工工作中的热点问题,为了克服传统工艺中的弊端,本文结合楼盖施工和薄壁箱梁的各方影响因素和流程缓解,探讨薄壁箱梁楼盖施工工艺的多要素全通路实践优化和施工方案。
关键词:薄壁箱梁;楼盖施工;施工工艺;单元板;U形肋处理;焊接技术;工艺优化;质量管控
在材料领域、技术领域和理论分析的不断发展和施工工作的升级变化中,楼盖施工逐渐面临着越来越多的施工选择、施工要求和性能标准,箱梁楼盖在同等承载力条件下刚度大、整体性能好、楼板自重减轻、梁、柱配筋也相应减少。因此,如何优化调整薄壁箱梁楼盖施工工艺成为当下行业内的焦点。本文将重点讨论楼盖薄壁箱梁施工工艺和具体案例分析,为更多面临楼盖施工的团队提供理论和实践经验支持。
1.薄壁箱梁楼盖施工工艺
1.1薄壁箱梁选材
在薄壁箱梁的选材中,需要施工人员选择合适的顶底板、腹板、横纵隔板等单元板和风嘴、锚箱等辅助器件,达到较大的单元板尺寸和较少的单元板种类,达到零散部件的减少和焊接工序的简化。箱梁通常可以划分为顶板,底板、斜底板,腹板,横纵隔板以及风嘴等。通过清晰的单元板类型划分,能够有效地增加专用台架的周转率,促进流水作业的效率和工作质量提升[1]。
1.2薄壁箱梁制作工艺流程
制作工艺流程通常包括对单元板、零部件、U形肋、胎架、薄壁箱梁的处理。优化上述环节能够实现工作效率和工作质量的兼顾。
1.2.1单元板预处理
在单元版的预处理中,主要包括钢板的、赶平、除锈,喷漆和烘干等。目前普遍应用的箱梁结构多以全焊接为主,焊缝较为密集,内部应力和残余应力都比较大,容易发生变形、脱焊等问题。预处理单元板可以有效减轻此类情况的发生,释放内部应力和残余应力,提高平整度和局部形变的抗性[2]。
1.2.2零部件下料、切割
零部件能否达到较高的精准度决定了能否实现较高的摩擦因数和机械固位强度,显著影响材料之间的拟合度。我们通常使用以多嘴龙门式切割机为主要代表的精密数控切割机进行施工操作,通常会预留出坡口(包括切割出坡口和加工出坡口)以便对后续各项环节提供较高容错率和缓冲度。
1.2.3 U形肋定制、组装、校准
此类器械面临着较高的定制需求和精准度,需要施工方和器械厂家进行紧密对接,对施工要求和楼盖强度进行精准评估,这一环节高度依赖施工现场的计量和估测工作,需要计量人员保证获得的数据与施工现场的具体需求能够相匹配,在数据误差的控制中达到毫米级精度。在U形肋螺栓孔的钻制中需要厂家根据施工现场的数据进行样板设计定制,使得样板能够形成匹配U形肋的反转钻孔胎。比较常用的两种样本定制工艺包括,墨孔法和先孔法工艺,目前薄壁箱梁楼盖施工中普遍使用先孔法工艺进行样板钻孔[3]。
1.2.4 U形肋和单元板焊接、对接
正交异性板的质量依赖U型肋和单元板的焊接对接,影响因素包括熔透深度,U型肋板厚度、单元板尺寸的把控、焊接角平整度和准确性的调校以及事先预定需要达到的收缩量、缓冲量等。U形肋的厚度很大程度上决定了施工所需的熔透深度,熔透深度达到U形肋厚度的4/5时,能够达到较好的焊接效果。在熔透焊接U型肋开坡口时,需要格外关注单元板尺寸和形态的保持,避免单元板变形以及继发形成的尺寸偏差。目前施工通常采用火焰修正法,但也发现火焰修正法可能会造成内应力增加和单元板尺寸精准度降低,所以有条件的施工方常常采用定制的焊接胎进进行施工。在焊接方式的选择上推荐使用船位焊接方式。上述方式能够有效降低了单元板的横向平面度和纵向弯曲,与此同时。熔透深度也能较为轻松地达到了U形肋厚度的4/5施工标准。行业内普遍使用自动二氧化碳焊接或者半自动二氧化碳焊接,二氧化碳焊接显示出较小的变形量和焊接收缩量的把控。
1.2.5单元板组焊、拼接
在薄壁箱梁的拼装中,首先需要进行单元板的二拼一处理,使单元板经过阻焊形成整体的吊装板块。需要施工人员和现场调度较好地协调,对单元版各种顶板、底板、腹板、横纵隔板,风嘴、锚箱等各类流程形成较为流畅顺滑的流水链条,较为通用的流水顺序主要是组装底板、组装横纵隔板、腹板、顶板以及组装风嘴。在按照顺序组装的过程中要做到随工随检,重点关注流程开始和结束的时间节点,对组装质量进行量化评估和检查。需要施工人员熟练胎架的反变形操作,为焊接缝隙留下预防焊接变形和保持单元板平整度的缓冲,保障单元板达到较高的精度和正确尺寸,与此同时通过对施工流程简化和把关,降低中心距误差的发生可能[4]。
1.2.6 组装台架定位
组装胎架的调整,需要正确评估和设置组装胎架的线型,在此环节中需要重点关注单元板的变形和箱梁横向、纵向尺寸的保持,考虑到焊接收缩、直线度、中心线等重点要素。在施工现场可以通过对支撑横梁的优化设置和胎架拱度的设计进行调整,在横隔板处放置支撑横梁,起到较好的支撑作用,在顶板底板的横向纵向定位中参考横纵基线,结合激光经纬仪的监测定位作用,使其垂直距离和垂直相对位置得到良好控制获得可靠的施工效果。
1.2.7薄壁箱梁组焊、预拼装
在此环节中需要重点关注成型工艺的选择和焊接顺序的调整。二氧化碳气体保护焊接以及陶质衬垫单面焊接的成形工艺较为普遍,要优先处理下方、内部和中央的焊接,严格遵守焊接顺序和焊接流程,完成薄壁箱梁的阻焊和预拼装工作,实现施工工艺的简化和制作工期的缩短。需要重点关注薄壁箱梁能否达到较高的精度和较低的偏差率。
1.2.8薄壁箱梁连接、涂装工艺
最终的连接和涂装工艺很大程度上决定了施工的美学效果和对各类环境的抵抗性能。在涂装中既要注意涂装材料的选择也要注意操作人员能够达到涂装工作的精准度和均匀性,提高楼盖的抗性性能。
3案例分析
本研究以地下室施工为例讨论薄壁箱梁楼盖施工工艺。地下室E-4轴~F-2轴交 D-6轴+30800,地下室消防车道顶板为现浇混凝土箱梁楼盖。箱梁楼盖区域为框架结构,现浇混凝土空心楼盖组成部分包括:现浇主肋梁、现浇次肋梁、定型内模、上部现浇层、底部现浇层。板厚800mm,其中上部现浇层厚120mm,定型内模箱体高度610mm,采用定制A 级不燃材料,自重折算应不大于0.15KN/㎡,下部现浇层厚70mm,箱体之间纵横向为190mm×800mm 现浇肋梁,具体如下表:
表1 构件尺寸表
构件 | 地下室消防车道顶板(标高-3.750m) |
板尺寸 | 箱梁楼盖板厚800mm (上部现浇层120mm+箱体610mm+下部现浇层70mm) 折算箱梁楼盖板厚400mm 净高5.6m |
梁尺寸 | 500mm×1000mm 500mm×1100mm 600mm×1000mm 650mm×1000mm 750mm×1000mm |
分布区域 | E-4轴~F-2轴交 D-6轴+30800 |
3.1密肋楼盖模板安装
3.1.1工艺原理 设计满堂脚手架作为模具支撑体系的施工图纸。施工进场,木胶合板铺设于满堂架顶部并拉线找平。塑料模具铺设于找平的方木(模具与模具之间的缝隙用木胶合板进行补缝,可以选择用钉子将木胶合板与模壳钉牢)、绑扎框架梁肋梁和板筋、浇筑混凝土。
3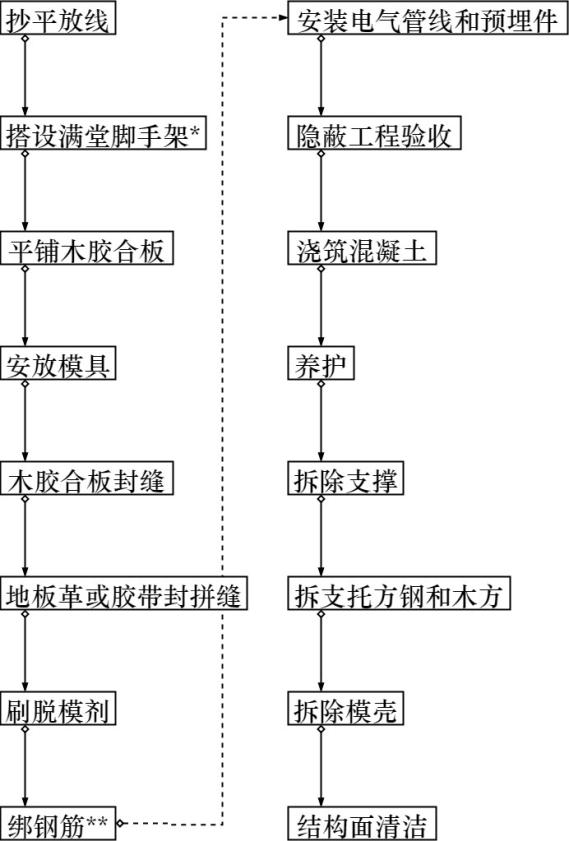 .1.2工艺流程 如左图所示 3.1.3操作工艺
.1.2工艺流程 如左图所示 3.1.3操作工艺
抄平放线
根据密肋楼盖楼板尺寸,计算出模壳数量,并算出模壳与模壳之间间隙的平均宽度作为木胶合板填缝的制作依据。
搭设满堂脚手架
常规做法搭设即可。
平铺木胶合板
实际施工时,应先放出主肋梁边线,从主肋梁边线向两侧铺设模板,当梁高大于模壳高度时,梁下部侧模采用木胶合板与平板钉牢。
安装模具
将模壳吊运至模板上,均匀分散堆放,避免造成局部集中荷载过大;模壳铺设前应检查模板支架,确保架体牢固,标高准确,平整度符合要求后,方可进行模壳铺设。模壳铺设时应从主肋梁边线向两侧分别摆放,摆放过程中,施工人员应注意对模壳的保护,不得踩在模壳上方。模壳铺设完成后,应拉通直线校正,使肋梁边线通顺,不弯曲。
木胶合板填缝
必须保证木胶合板边线顺直,底面平整,以防漏浆。
地板革或胶带封拼缝
木胶合板填缝完成后在表面铺设一层地板革,一是能使混凝土和填缝物有效分离防止漏浆,将来方便拆模填缝物也可以周转使用。二是能使表面光滑,起到良好的浇筑效果。
刷脱模剂
塑料模具在钢筋绑扎前必须先涂一遍脱模剂,以利脱模。
绑钢筋
①主肋梁钢筋按照常规方式绑扎;次肋梁钢筋绑扎时,应按照U型箍筋、横向钢筋、纵向钢筋的顺序摆放,最后再封口绑扎。②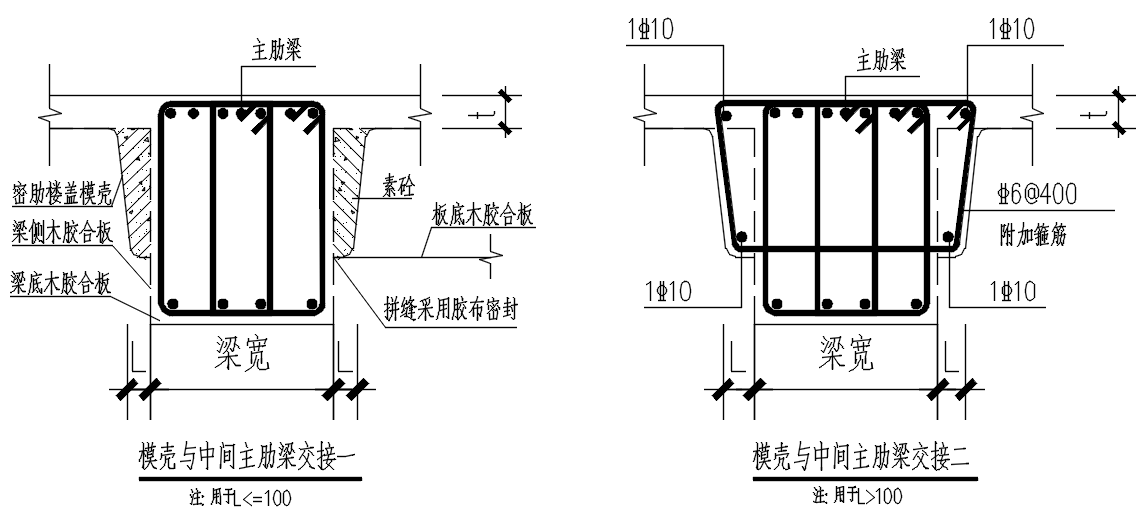 若跨内铺设的最后一个模壳与主肋梁边线距离L≤100mm,后期混凝土浇筑时可直接素砼填充密实;若模壳与主肋梁边线距离L>100mm,则需增加肋梁箍筋,如下图所示:
若跨内铺设的最后一个模壳与主肋梁边线距离L≤100mm,后期混凝土浇筑时可直接素砼填充密实;若模壳与主肋梁边线距离L>100mm,则需增加肋梁箍筋,如下图所示:
模壳拆除
①分为拆除模具和拆除支撑两个阶段进行,第一阶段要等楼盖混凝土达到设计强度时,方可拆除支撑系统。第二阶段在拆除支撑系统后再拆除模具。②模壳拆除时,采用勺子型工具,两人同时将勺子型工具深入法兰边中间,向下轻轻撬动,直至模壳松动慢慢脱落,再将模壳放置于架子上或运至地面,禁止直接将模壳从高处掷下,以免损坏。
3.1.4操作要点
(1)熟悉图纸,按照尺寸配置模具和木模板,按各区域模具使用情况,成垛堆放,搬运过程要轻移慢放。
(2)弹线,根据施工方案安放立柱和支撑系统。
(3)支撑系统必须保证底部平整,下边要垫木模板。立杆横撑及斜撑间距必须满足施工荷载的要求,保障施工安全。
(4)安放主、次龙骨时要挂通线,以防止出现大的偏差和错位。
(5)安放模壳时要从中间开始向两端排放,以免出现两边边肋宽度不等的现象。
(6)不够模数或不能支设模板的地方要采用木模板代替。
(7)混凝土浇筑后,要及时用塑料薄膜覆盖,并浇水养护。
3.1.5质量控制
(1)模壳到场后应按要求进行验收。
(2)模壳堆放场地应坚实、平整、洁净,按照规格型号分类平卧叠层堆放,堆放高度不超过1.5m。
(3)一模壳应按平面布置图摆放,如设计未作要求,模壳与梁、墙钢筋的净间距≥钢筋保护层厚度,与预留孔洞的净间距≥50mm。框架梁与柱相交核心部位采用相应的配套产品。
(4)模壳铺设完毕后,进行钢筋安装时,调运到板面的钢筋尽量不要堆放在一次性模壳上,如需堆放也要先在一次性模壳上铺上模板进行保护。
(5)补充模壳安装后的要求(跟肋梁的距离、两块板的偏差等)
(6)塑料模壳间的缝隙用地板革,以防漏浆。封胶带切割成宽6cm,做到切口整齐。
(7)塑料模壳安装
a.铺塑料模壳时,纵横均拉通线,以调整塑料模壳位置保证密肋梁宽度一致。为防止浇捣混凝土时模壳产生水平位移,两搁置端分别用钉稍加固定。
b.塑料模壳应在钢筋绑扎前喷洒碱性脱模剂。
c.一层安装完毕经复核后,派专人在模壳间拼缝处铺贴宽6cm的地板革,并每隔一只模壳宽用小钉固定在方木上,要求铺贴整齐平直。
(8)使用泵送商品混凝土时,严格控制下料厚度,以免塑料模壳上荷载过大而导致下沉甚至跌落,同时必须振捣密实,不得有空鼓。另外,派专人值班,随时检查模壳位移情况和混凝土浇捣质量,并做好试块。
3.1.6施工难点
(1) 箱体平面尺寸为 900mm×900mm,箱体之间肋梁宽度仅有190mm,肋梁高 800mm,钢筋绑扎完成后,在不考虑误差和绑扎损耗的情况下,肋梁纵筋已高过下部现浇层板面,板筋上方仅有 6mm 缝隙供混凝土流动;
(2) 根据钢筋排布实际放样,由于箍筋弯曲转角为弧形,肋梁纵筋放置时已高于理论值约 10mm,下部现浇层钢筋绑扎完成后,在未考虑下部现浇层板筋与箱体之间钢筋保护层的情况下,板厚已达90mm(大于下部现浇层板厚设计值 70mm);
(3)肋梁钢筋绑扎完成后,最上部纵筋高出下部现浇层板面41mm,实际施工时,振动棒无法伸至板底,在间接振捣距离 450mm 的情况下,混凝难以流入中部, 施工质量无法保证;
(4)由于商品混凝土的骨料按照级配划分,实际施工时,无法保证粒径不大于 24mm 的骨料优先浇筑,在较粗骨料粒径的混凝土填满肋梁下部后,混凝土难以流入箱体下部,易造成下部现浇层出现较大孔洞。
4结语
随着不断加快的城市化进程和城市建筑群建设,对于楼盖施工的要求愈发严格,同时为了适应多样的建筑类型和建筑需求,需要探究如何规范化施工工艺和施工流程。我们通过对薄壁相量楼盖施工工艺的讨论和质量保障的各种注意事项,将两大方面的施工要点进行结构和分别讨论,分析了各项工艺流程中的操作细节和重点难点,并结合具体案例进行分析讨论。尤其是各类零部件和板材的变形、切割过程中对建材建料的尺寸把控、焊接组装过程中对接缝、线形等指标的控制需要重点关注,对以上几个环节的工艺优化方案高度需要操作人员的熟练程度和技术水平,为将来楼盖施工中采用薄壁箱梁相关工艺提供理论和实践基础。
参考文献:
夏辉,童锋.探析钢箱梁制作中的关键工艺及控制措施[J].散装水泥,2022(01):145-147.
刘国强.大跨连续刚构桥箱梁抗震分析与减震措施探讨[J].住宅与房地产,2021(18):225-226.
苏玉东,周军强,陈敏,刘德安,王圣.浅谈箱梁冬季施工技术[J].中国设备工程,2022(04):263-264.
刘志新,常国光,刘斌,乔春江.板单元U形肋角焊缝全熔透焊接技术研究[J].金属加工(热加工),2020(02):45-47.
张芳丽.城市大跨度钢箱梁制作安装施工技术研究[J].价值工程,2019,38(33):151-153.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



