中车青岛四方机车车辆股份有限公司,山东青岛, 266000
摘要:轴箱组装作为列车走行的关键部件之一,对其轴箱组装质量要求极高。因广州5、6号线组装使用的轴箱为L型轴箱,该类轴箱在组装过程前需要组装接地装置等附件,在组装接地摩擦环过程中一次组装合格率较低,操作难度系数较大。本文针该现象对轴箱接地摩擦环组装工艺进行优化,设计轴箱接地摩擦环引导、冲击工装。从而解决轴箱接地摩擦环一次组装合格率,提升L型轴箱接地摩擦环组装效率,保证轴箱组装质量。
关键词:轴箱组装;接地摩擦环;一次组装合格率;工艺优化;组装质量
1 前言
随着我国轨道行业的发展,对车辆驱动系统的可靠性及稳定性提出了新得挑战。轴箱作为驱动系统中最为重要的部件,结构合理性及组装质量稳定性至关重要。轴箱接地摩擦环组装一般采用较为成熟的热装法进行热装接地摩擦环。组装工艺流程中接地摩擦环组装到位是整个流程关键工序之一,对整个轴箱组装质量产生十分重大影响。
本文针对目前L型轴箱接地摩擦环组装过程中出现的质量不稳定项点进行工装设计,保证轴箱接地摩擦环组装质量,提高一次组装合格率,提升生产效率,为L型轴箱组装过程质量提升提供参考。
2 现状调查及问题描述
L型轴箱作为走行部重要部件,整体结构主要包括轴箱体、轴箱后盖、接地装置、轴承、接地摩擦环、车轴、密封件、紧固件等,是传递转换转速及扭矩的关键部件,如图1所示。
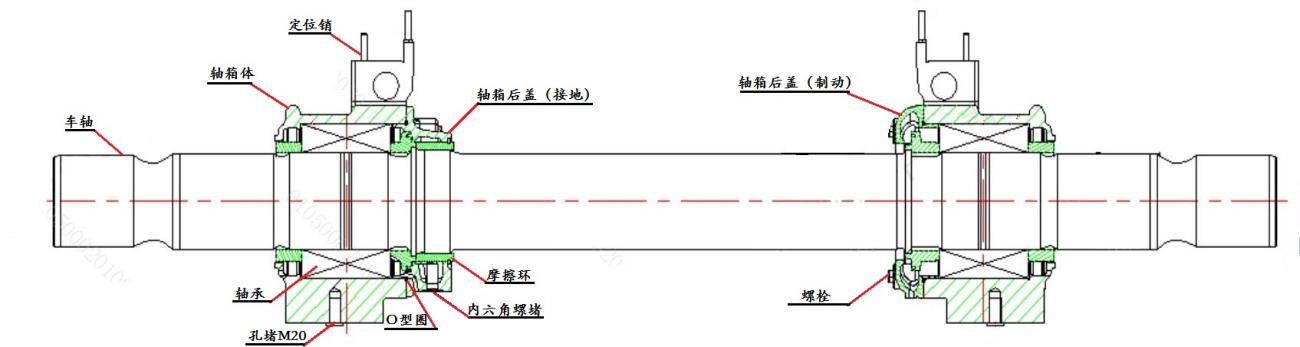
图1 轴箱结构示意图
轴箱接地摩擦环组装过程中,采用传统的单点式敲击工装的方式进行组装接地摩擦环,出现以下问题:
工装存在缺陷。原工装在组装过程中需要多次吊运车轴进行施工作业(如图2(a)、(b)所示),车轴在吊运过程中出现倾斜现象,易发生车轴脱落现象,车轴油漆易产生磕碰现象,存在安全隐患,施工质量不能有效保证,严重时,导致车轴及各部件报废现象,大大增加制造成本。
工装一次组装合格率低。原工装内孔较大,易导致摩擦套与车轴偏心,(如图2(c)所示),操作难度增大,施工质量不能有效保证,一次性组装合格率为27.78%,一次组装合格率低。
工装存在安全隐患。原工装配合铜棒进行敲击(如图2(d)所示),原工装敲击面较小,施工困难、繁琐,易出现人员碰伤现象,存在安全隐患。




(a) (b) (c) (d)
图2 传统单点式敲击工装
3 工艺优化
针对L型轴箱接地摩擦环及车轴的结构特点进行设计、制作专用引导、冲击工装,保证接地摩擦环与车轴的一次组装合格率,提高产品质量,有效保证生产效率,降低制造成本,提升组装质量和组装效率,确保行车安全。
3.1工装设计
根据L型轴箱接地摩擦环及车轴的结构特点进行设计、制作专用引导、冲击工装。引导工装采用尼龙材质(如图3所示),根据车轴轴径尺寸进行设计,轻轻卡在车轴上,冲击工装采用C型设计(如图4所示),可直接安装在引导工装上,通过冲击工装配合引导工装进行冲击接地摩擦环。
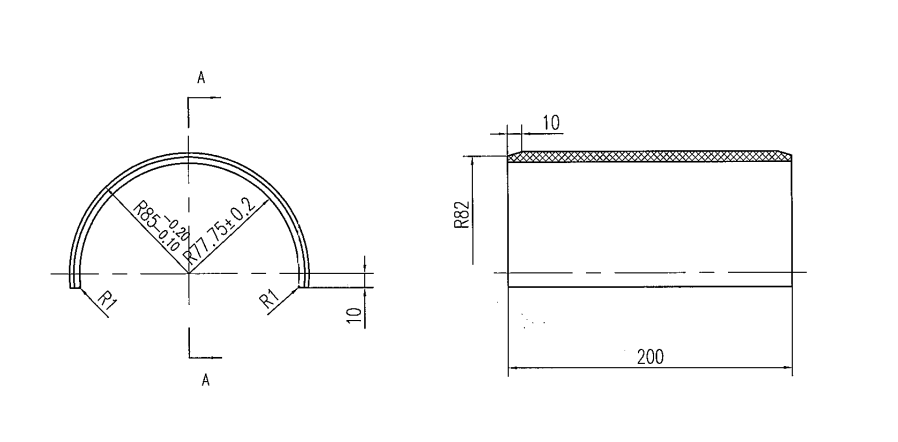
图3 新型引导工装
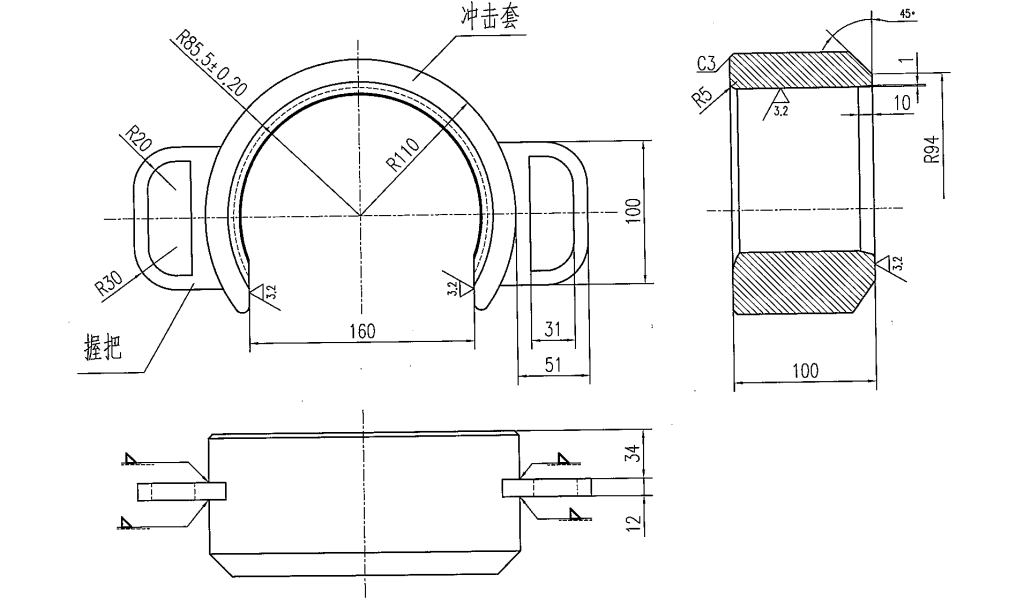
图4 新型冲击工装
3.2工装使用验证
先将新型引导工装轻轻放置卡在车轴上,(如图5(a)所示),再将新型冲击工装从车轴处放置到引导工装上,(如图5(b)所示),通过冲击工装配合引导工装进行冲击摩擦环,(如图5(c)所示),通过转动冲击套进行对摩擦环密贴冲击,(如图5(d)所示),冲击后使用0.03mm塞尺进行检测,(如图5(e)所示),提高一次性组装合格率。检测合格后,即可取下工装,(如图5(f)所示)。



(a) (b) (c)


 (d) (e) (f)
(d) (e) (f)
图5 新型工装使用过程
4 结论
本文针对L型轴箱接地摩擦环组装过程中出现工装存在缺陷,一次组装合格率低及存在安全隐患等现象进行分析讨论,并设计出新型工装。经实际检验,新型工装的优化改进使原有的问题得以解决,操作工艺得以优化,效率提高6倍以上,提高了接地摩擦环一次组装合格率62%以上,保证了接地摩擦环的组装质量,为L型轴箱接地摩擦环组装技术及质量提升提供了参考。
参考文献
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号