浙江五洲新春集团股份有限公司,浙江 绍兴 312500
摘要:表面凹坑是深沟球轴承使用过程中常出现的缺陷问题,为有效解决这一缺陷,结合某深沟球轴承,应用各种检验技术对其表面凹坑产生的原因进行具体分析。结果表明:由于该深沟球轴承在制造过程中表面存在腐蚀性介质,形成了表面锈蚀,所以导致轴承表面出现了腐蚀凹坑。最后针对具体的缺陷及原因提出相应的解决方案。
关键词:深沟球;轴承;表面凹坑;腐蚀凹坑;检验技术
引言
轴承是重要的机械基础件之一,深沟球轴承则是滚动轴承中常见的一种类型,其主要是有滚动体、保持架、内外和外圈这四个部分构成。深沟球轴承的作用主要是支承和减小摩擦,目前广泛应用在航空航天、高铁、矿山机械等设备中。随着社会的快速发展,人们对深沟球轴承的性能要求越来越高,尤其是对轴承表面的技术要求更高,要求轴承在使用过程中应有良好的耐磨性、耐疲劳性、耐腐蚀性等。
某轴承厂家生产的深沟球轴承为风电用油泵电机轴承,但在使用之前,发现该轴承的外圈有明显的凹坑。为解决这一问题,对轴承外圈凹坑进行取样,并通过化学成分分析、洛氏硬度检验、金相组织检验、非金属夹杂物检验等检验技术,对其凹坑产生的原因进行分析,并由此提出具体的解决方案。
1、深沟球轴承外圈表面凹坑缺陷检验方法
1.1 外观检验法
首先可通过外观检验法分析该轴承表面凹坑缺陷产生的原因,外观检验法还可具体分为宏观检验和微观检验这两种。其中,在宏观检验中,主要对外圈整体形貌进行观察(图1),然后确定取样位置。对轴承外圈整体形貌进行检查后得知,表面凹坑为局部分布的状态,倒角处凹坑则为连续分布状态。同时表面与倒角凹坑形状凹凸不平,凹坑较深,截面为圆弧桩,为锐角,无尖角(图2和图3)。

图1 轴承外圈整体形貌

图2 外圈端面点状凹坑

图3 外圈倒角点状凹坑
微观检验则是用显微镜对轴承外圈断面的缺陷进行观察,在200倍显微镜观察下,可明显看到外圈断面存在凹坑,且凹坑有腐蚀氧化色,边缘无脱碳(图4)。对端面凹坑切割取样,用500倍显微镜观察其截面形貌(图5)。

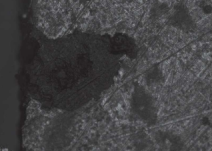
图4 200倍显微镜下轴承外圈凹坑情况

图5 500倍显微镜下切样截面形貌
1.2 化学成分分析法
为了解该轴承外圈化学成分是否符合相应的标准要求,且是否是成分原因导致轴承外圈凹坑出现,采用化学成分分析法对其进行检验。在具体的检验过程中,主要采用ARL4460直读光谱分析仪进行检验。检验结果见表1。根据检验结果得知,该轴承外圈的原材料为钢种GCr15,依据GB/T18254-2016《高碳铬轴承钢》标准得知,该轴承外圈的化学成分符合标准要求。因此可排除该轴承外圈凹坑的产生与其化学成分有关。
表1 轴承外圈断面化学成分检验结果
检测项目 | 实测值 | 标准要求 |
C | 0.98 | 0.95~1.05 |
S | 0.008 | ≤0.020 |
Si | 0.27 | 0.15~0.35 |
P | 0.009 | ≤0.025 |
Mn | 0.35 | 0.25~0.45 |
Cr | 1.45 | 1.40~1.60 |
Cu | 0.08 | ≤0.25 |
Ni | 0.05 | ≤0.25 |
Mo | 0.03 | ≤0.10 |
Ti | 7 | ≤50 |
1.3 洛氏硬度检验法
为检验轴承外圈凹坑是否与其硬度有关,采用洛氏硬度检验法对轴承外圈端面硬度进行检验。在实际检验过程中,主要是采用HR-150A洛氏硬度计进行3次检验,检测范围为20~67HRC,检验结果见表2。
表2 轴承外圈端面洛氏硬度(HRC)
序号 | 实测值 |
1 | 60.5 |
2 | 60.5 |
3 | 61.0 |
依据JB/T 1255-2104《滚动轴承 高碳铬轴承钢零件热处理技术条件》标准要求,洛氏硬度标准范围是60~65HRC,而三次实测值均在范围内,因此说明该轴承外圈端面硬度符合标准范围,因此可排除轴承外圈凹坑产生与其硬度有关。
1.4 金相组织检验法
为检验该轴承外圈凹坑是否与其热处理质量有关,对轴承外圈切割试样,并对其进行金相组织检验。在具体的检验过程中,主要是采用LEICA DMRXE金相显微镜(500倍)进行检验,检验项目为马氏体、屈氏体、碳化物网状,具体的检验结果见表3。依据JB/T 1255-2104标准要求得知,该轴承外圈热处理质量符合标准。凹坑边缘组织及基体组织见图6。
表3 轴承外圈端面金相组织检验结果
检测项目 | 实测值 | 标准要求 | |
淬火马氏体 | 3.0 | 1.0~4.0 | |
屈氏体 | 距工作面3mm以内 | 0.9 | ≤1.0 |
距工作面3mm以外 | 0.8 | ≤1.0 | |
碳化物网状 | 1.0 | ≤2.5 | |


图1 凹坑边缘组织和基体组织
1.5 非金属夹杂物检验法
为检验该轴承外圈端面凹坑是否与其非金属夹杂物有关,采用LEICA DMEXE金相显微镜对凹坑边缘处和基体非金属夹杂物进行检验,检验结果见表4和表5。依据GB/T 18254-2016标准得知,该轴承外圈非金属夹杂物符合标准要求。
表4 凹坑边缘非金属夹杂物检验结果
检测项目 | 实测值 | 标准要求 | |
A类 | 细系 | 0.5 | ≤2.5 |
粗系 | 0.5 | ≤1.5 | |
B类 | 细系 | 0.5 | ≤2.0 |
粗系 | 0 | ≤1.0 | |
C类 | 细系 | 0 | ≤0.5 |
粗系 | 0 | ≤0.5 | |
D类 | 细系 | 0.5 | ≤1.0 |
粗系 | 0.5 | ≤1.0 | |
Ds | 0 | ≤2.0 | |
表5 基体非金属夹杂物检验结果
检测项目 | 实测值 | 标准要求 | |
A类 | 细系 | 1.0 | ≤2.5 |
粗系 | 0.5 | ≤1.5 | |
B类 | 细系 | 0.5 | ≤2.0 |
粗系 | 0.5 | ≤1.0 | |
C类 | 细系 | 0 | ≤0.5 |
粗系 | 0 | ≤0.5 | |
D类 | 细系 | 0.5 | ≤1.0 |
粗系 | 0.5 | ≤1.0 | |
Ds | 0 | ≤2.0 | |
2、检验结果讨论
综合上述检验结果,在对该轴承外圈微观检验中得知,凹坑边缘无脱碳,由此可说明表面凹坑缺陷是在热处理后产生,因为如果是在热处理之前在轴承外圈断面有异物存在,在热处理后可观察凹坑边缘处有脱碳现象;随后对该轴承外圈进行化学成分检验、洛氏硬度检验和金相组织检验,检验结果均表明该轴承外圈的热处理质量符合标准要求,且在非金属夹杂物检验过程中,也未发现有大颗粒夹杂物,凹坑边缘组织与基体组织基本相同。由此可判断该轴承外圈凹坑并非是因为大颗粒夹杂物脱落导致。进一步分析凹坑产生的原因,由于凹坑边缘未有脱碳的现象,且截面为圆弧状,因此可判断凹坑可能是因为腐蚀形成,可能是在产品制造的过程中表面存在腐蚀性介质,使得表面腐蚀,进而使得轴承表面有腐蚀凹坑。综合来看,凹坑是在热处理工序后产生,轴承在热处理过程中使用了盐淬火,盐具有一定的腐蚀性,容易对轴承表面产生腐蚀性作用,如果不能及时清洗或者清洗不干净,就容易导致轴承表面有腐蚀坑。
在明确该轴承外圈表面凹坑缺陷产生的原因后,可采取这些措施解决:在不影响热处理工序的前提下,将盐淬火到清洗的时间缩短,及时更新清洗液,以及对清洗温度加以控制,避免因热处理后清洗不好或表面磨削加工不及时等导致凹坑产生。
参考文献:
[1]王东峰,袁巨龙,王燕霜,程勇杰,吕冰海.轴承沟道表面完整性研究进展[J].中国机械工程,2022,33(18):2143-2160.
[2]石炜,张袁祥,李嘉楠.列车滚子轴承表面缺陷机器视觉检测方法研究[J].机械设计与制造,2022(04):183-186.
[3]陈迦杉,郑福胜.GCr15轴承套圈表面外折缺陷分析与工艺改进[J].特钢技术,2021,27(01):46-48.DOI:10.16683/J.CNKI.ISSN1674-0971.2021.1012.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



