中车兰州机车有限公司 730050
摘要:目前,不锈钢在各类工程结构中得到了较为广泛的应用,而若要使不锈钢发挥其应有的作用,就要通过焊接的方式,使其与工程结构中的其它部分进行连接,起到稳定整体结构的作用。所以,采取较为先进的焊接技术,对不锈钢进行焊接,是相关工作人员应重点研究的问题。为此,本文对304不锈钢,以厚度为8mm的焊条电弧焊为例,通过调节电流,对不同焊接电流下焊接接头组织的组成进行了分析,并明确了其硬度分布情况,以此为依据,总结出了焊接电流对焊接接头组织与硬度所产生的影响。
关键词:不锈钢;焊接工作;焊条电弧焊;影响;焊接接头
引言
304不锈钢不仅具在耐蚀性方面极为优越,并且,其塑性与韧性也极为突出,能够较好地满足工程建设的需求,因此,304不锈钢在工程建设在占据着重要的地位。在焊接工作中,304不锈钢晶间腐蚀、点蚀等现象较为普遍,因此,工作人员需要明确焊接参数如何影响不锈钢焊接质量,即对不同焊接电流影响焊接接头组织与硬度的现象进行研究,以促进焊接质量的提升。
1.分析工作的材料、设备及参数
1.1材料
在本次研究工作中,工作人员所采用的研究材料为304不锈钢,应用该规格的不锈钢,开展焊条电弧焊焊接工作。在实际焊接工作中,焊条的牌号为A101,同时,该焊条的直径设定为2.5mm。如图1所示,对于304不锈钢进行分析,得出其化学成分。而在表2中,对焊条A101的化学成分进行了说明,另外,工作人员针对304不锈钢,开展焊条电弧焊工作,得到出焊接试样[1]。
表1304不锈钢的化学成分
化学成 分(%) | C | Si | Mn | Cr | Ni | S | P |
含量 | ≤0.07 | ≤1.0 | ≤2.0 | 17.0~19.0 | 8.0~11.0 | ≤0.03 | ≤0.035 |
表2A101型焊条化学成分
化学成 分(%) | C | Si | Mn | Cr | Ni | S | P |
含量 | ≤0.08 | ≤0.9 | 0.5~2.5 | 18.0~21.0 | 9.0~11.0 | ≤0.03 | ≤0.04 |
1.2设备
本次研究工作因采取焊条电弧焊这一方式,所以,工作人员采用的焊接设备为ZX7-400直流电焊机,对于焊接过程,则采用金相显微镜,对焊接接头的相关组织进行观察。在硬度分析工作上,选择显微维氏硬度计,该设备的型号为HVST-1000。通过上述设备,完成整个焊接工作,并对焊接现现象进行观察,对焊接效果进行分析,从而明确焊接电流如何影响焊接接头的组织与硬度[2]。
1.3参数
工作人员选择的8mm厚度的304不锈钢作为母材,并进行了开坡口处理,这一操作使焊接工作的质量得以保证。同时,在焊接工作中,为了全面满足焊接工作的便利性需求,利用相关的工具,将母材的坡口设置成了V形,并且,将坡口的角度设定为60°,钝边的长度设定为1.5mm。通过上述处理,使母材较好地适应本次研究工作的需求,使研究结果更加具有说服力。选择20V电压作为焊条电弧焊的电压,并且,采用3组焊接电流,而在每一组的焊接电流,又根据打底、填充及盖面层这三个层面,采用不同的电流进行焊接[3]。
2.焊接电流对304不锈钢焊条电弧焊焊接接头构成影响的分析过程
2.1焊接电流对宏观与显微组织的影响
工作人员对不同电流下焊接接头的宏观与显微组织进行观察,发现将焊接电流设定为70A时,产生的焊缝宽度是最小的;当将焊接电流设定为90A时,产生的焊缝宽度是最大的。对于焊接接头的显微组织,工作人员将焊接电流为70A、85A及90A,观察各种焊接电流下显微组织的情况,发现不同电流下的母材均是由白色奥氏体组织与黑色铁素体组成,并且,黑色铁素体的成分较少。当焊接电流为85A与90A时,在母材的中心位置,出现了带状组织。对于焊接接头的心部组织,当焊接电流设定为70A时,心部组织发生了变化,出现了等轴晶;而将焊接电流为85A时,焊缝处出现了细枝晶状铁素体,该物质呈现均匀、密集型分布;将焊接电流为90A时,心部组织则持续变大,并且,该区域出现了向异性的粗大晶粒,这种晶粒的均匀度是较差的[4]。
同时,在304不锈钢焊条电弧焊工作中,对于3组打底层,工作人员通过使用专业仪器,将焊缝处进行放大,进一步明确焊接后的焊缝金相组织。发现相比于打底层焊缝,填充层焊缝中的奥氏体较多,而δ铁素体则较少。对这一现象进行分析,工作人员明确了产生该现象的原因,即由于打底层具有预热功能,而盖面层具有后热功能,因此,填充层中组织的分布会变得更加均匀。同时,工作人员对3组盖面层焊缝金相组织进行了分析,发现该层面中析出了碳化物,并且,该层面的枝晶较大,但组织分布的均匀性则较差。综合各层面焊接效果而言,第3组焊接电流所产生的焊接效果较好,形成了较为均匀的焊缝组织,其晶粒也会更加细小[5]。
2.2焊接电流对硬度的影响
为研究焊接电流对304不锈钢焊条电弧焊焊接接头硬度产生的影响,工作人员采取维氏硬度计分析方法。首先,将载荷为设定为3kg,时间设定为10s;其次,在具体的焊接工作中,调节焊接电流,以硬度检测点位置图为依据,对各焊接电流下形成的焊接硬度进行测试,测试项目包括三个方面,一是母材的硬度;二是热影响区的硬度;三是焊缝的硬度;最后,工作人员根据测试结果,结合各方面影响因素,以不同焊接电流为变量,形成焊接电流影响焊接接头硬度的报告。
本次研究工作中,焊接电流对焊接接头的硬度产生的影响如下:一方面,无论工作人员采取何种焊接电流进行焊接,其焊接接头不同位置的硬度均能够达到相关标准。另一方面,相比于热影响区与母材区,焊缝中心的硬度是较高的。同时,工作人员将焊接电流设定为85A,这时焊缝与热影响区的硬度值是最高的,对这两区域进行拉伸测试工,发现其具有较强的抗拉强度。
此外,鉴于焊接硬度影响304不锈钢接头的表面性能,工作人员还研究了不同电流下三个区域维氏硬度的差异,一是接头的熔合区;二是接头的焊缝;三是接头的热影响区,并且,无论是哪一组焊接电流,盖面层焊接接头维氏硬度值均与焊缝距离有关,在焊缝距离增加的情况下,维氏硬度先呈现出增加趋势,然后逐渐减小,当维氏硬度与母材硬度相同时,这种变化趋势就会终止。盖面层焊接接头的维氏硬度变化情况如图1所示。
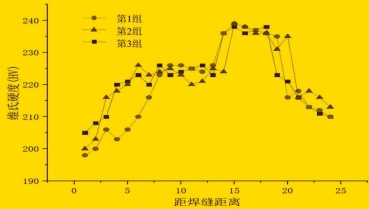
图1盖面层焊接接头的维氏硬度
3.结论
综上所述,在本次研究工作中,针对304不锈钢焊条电弧焊焊接工作,工作人员通过调节焊接电流,总结出了不同电流对焊接接头组织及硬度的影响,得出了两个方面的结论,一方面,对于304不锈钢的焊缝,主要成分为奥氏体与δ铁素体,该类焊缝包括三个方面:一是打底焊的焊缝;二是填充焊的焊缝;三是盖面焊的焊缝。另一方面,工作人员设置了3组焊接电流,并对每个电流下所形成的焊缝组织及硬度进行了分析,最终得出:对于304不锈钢的焊接工作而言,当焊接电流设置为70A,填充层电流设置为90A,盖面层电流设置为85A时,晶粒会更加细小,并且,其组织会更加均匀,另外,焊接硬度也较大。
参考文献:
[1]王文杰.超低温奥氏体不锈钢焊条电弧焊工艺评定研究[J].一重技术,2021(6):4.
[2]付成龙秦怀彬留国炜李斌门正兴.304不锈钢织物焊接工艺影响因素研究[J].山东纺织科技,2022,63(2):12-14.
[3]蒋军,陈崇刚,繆平,等.一种提高不锈钢单层堆焊耐蚀层性能的焊接方法:,CN114226924A[P].2022.
[4]刘洪冰,卢仁峰,陈超凡,等.风电机组用QT400-18AL焊条电弧焊堆焊修复研究[J].电焊机,2022(008):052.
[5]马琦,赵伟,苏国强,等.双熔敷极奥氏体不锈钢焊条电弧焊接头组织与性能研究[J].齐鲁工业大学学报,2022,36(6):4.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



