中沙(天津)石化有限公司 天津 300271
摘要:旋片真空泵在装置开车初期,连续出现泵体声音异常,振动大,旋片卡涩、电流过载等问题,本文通过介绍旋片真空泵的工作原理、故障现象以及相应的解决措施,通过出现的各种问题加以总结,以便在以后的工作中汲取教训,保证真空泵的长周期平稳运行。
关键词:旋片真空泵 工作原理 故障 措施
1.工作原理
旋片真空泵由泵体、偏心转子、旋片、注油泵等部件组成。一个偏心安装的转子(下图所示)在气缸内旋转,旋转产生的离心力推动叶片朝着气缸壁在转子中的槽内滑动。叶片将转子和气缸之间的月牙型空间分隔成数个工作腔,当工作腔和进气口相连时,吸入气体,随着转子的转动,吸入的气体被压缩,并在第二级中进一步压缩,然后排出。注油泵持续的将润滑油注入到泵腔内,随着介质一起排出。润滑油一方面保证了旋片和泵腔之间的密封,同时对旋片与泵腔、旋片与转子滑槽间起到很好的润滑作用。真空泵一般采用水冷却的方式。
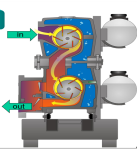
(图一)
2.工艺流程简介
此真空泵的作用是保证系统处于真空状态,工艺介质主要为含有苯酚的气体,由于工作介质中含有苯酚成分,为了避免苯酚在真空泵内部凝结,所以设计方在泵的入口管线处和泵腔内定期加注苯甲醚来溶解苯酚。
3.故障现象
旋片真空泵在开车初期,频繁的出现振动超标、声音异常、抽真空效果差、电流过载和皮带断裂的现象。通过对真空泵进行拆解,发现内部旋片发生了不同程度的溶胀和磨损(见图二),致使旋片不能自由的甩出和滑入转子槽内,进而导致真空泵的电流过载、声音异常和皮带断裂等。
(图二)
4.原因分析与措施
从发生的故障现象来看,造成设备故障的主要原因由以下几点,部件材质选择有误、运行参数不稳定、仪表控制逻辑错误、前期管道吹扫不干净等,下面分别对其进行分析说明。
4.1 旋片材质选型有误
旋片真空泵原装旋片是由碳纤维网通过环氧树脂进行粘结后固化成型,并在旋片外侧使用碳纤维进行包覆加强。通过与供应商联系,确认此旋片在食品包装、医药等其他工况下使用良好,分析此工况包含苯酚和苯甲醚的特殊性,考虑此物资可能是导致旋片溶胀的主要原因。为了验证此结论,将旋片浸泡在不同浓度的苯酚或苯甲醚的溶液中,同时保证溶液的温度与设备正常运行时温度相同,最终发现,不同浓度的苯酚溶液都对此旋片产生了溶胀,而苯甲醚溶液中的旋片未溶胀。由此可以得出,旋片使用的环氧树脂粘结剂与苯酚发生了化学反应,造成旋片发生了溶胀。
对此,需要通过升级材质来解决此问题。首先寻求供货商整体式的PEEK旋片材质,确保和工艺物料苯酚不发生反应。但是进口旋片采购周期长,价格昂贵,短时间不能满足现场整体替代方案,只能寻求国内供应商进行临时替代。通过几个月的运行试验,使用国产旋片的真空泵运行平稳,期间未发生异常现场,取得了阶段性成功。
4.2 工艺运行参数不稳定
通过前面的试验,我们得知了由于苯酚的存在,缩短了旋片的使用寿命。但是此系统工况是含有苯酚的,这是无法避免的,我们只有将苯酚的含量降到最低,才能延长真空泵的生命周期。
在开车初期,操作波动大,运行不稳定是产生苯酚过多的主要因素。因此,我们要优化工艺参数,平稳操作。在保证系统真空度的同时,在真空泵的入口注入一定量的热氮气,来稀释苯酚的含量,防止进入真空泵的苯酚发生凝结结晶现象,减缓旋片的磨损。
4.3 溶剂苯甲醚中断
苯甲醚的作用是溶解真空泵中的苯酚和低聚物。当苯酚和低聚物集聚在泵腔和旋片中时,会影响真空泵的旋片不能正常运行,通过定期加注一定量的苯甲醚,来溶解苯酚等低聚物,进而消除苯酚影响。
从真空泵拆解的情况来看,内部集聚了大量的黑色粘稠物资,通过采样分析,发现主要成分为苯酚,说明苯甲醚未充分溶解泵腔中苯酚,也就是说苯甲醚的注入量没有很好的与苯酚的量形成对应关系。
此类真空泵的苯甲醚注入点分两路,一路在入口管道处,另外一路在泵腔。管路中的苯甲醚注入电磁阀选型有误,在苯甲醚的作用下,内部密封圈发生溶胀,造成阀门频繁损坏。苯甲醚不能按时注入泵体,导致旋片溶胀卡涩。而所有真空泵入口的苯甲醚都是通过管线直接注入泵体入口管线,没有缓冲罐和液位计进行观察,无法确认苯甲醚是否有效注入。注入泵腔的苯甲醚是通过自身苯甲醚罐由电子阀控制进行定期注入,此电子阀随设备携带未发生故障,并且可以通过苯甲醚罐上的液位计监测苯甲醚的注入量。最终决定将原两路苯甲醚更换为一路电子阀控制,此路苯甲醚的注入可以通过观察罐的液位来监测苯甲醚持续注入。
其次修改苯甲醚的注入频率和注入时间,由原来的30分钟注入2秒变为5分钟注入2秒。通过改变,有效延长真空泵的使用时间。
4.4 保温和伴热失效
由于真空泵的工艺介质存在苯酚,而苯酚的熔点是43℃,为了保证平稳运行,必须控制真空泵的入口温度不能低于苯酚的熔点。在开车运行初期,蒸汽伴热管线施工存在着缺陷,入口管道的伴热线与上游设备共用一条伴热线,当上游设备运行后需将伴热停止,这样入口管道没有了伴热,导致苯酚结晶,结晶物进入泵体造成旋片卡涩。有蒸汽管线伴热并安装保温来保证设备的正常运行。
4.5 注油泵供油不足
由于是新装置,前期管道吹扫过程中,没有将供油管线彻底吹扫干净,导致部分颗粒进入注油泵内,造成注油泵发生弹簧断裂、卡涩现象,最终不能正常供油,旋片不能起到很好的润滑作用,也是导致真空泵失效的原因。
5 结束语
通过以上分析,我们了解了真空泵失效的原因和解决措施。通过优化操作程序,选择合适的材质等,有效延长了真空泵的使用周期。在以后的工作中,多总结经验以保证设备的正常运行。
作者简介:岳文友(1982.4-),工程师,主要从事设备管理方面的工作。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



