阳春新钢铁有限责任公司广东阳春529600
摘要:随着钢铁行业的不断改革创新,降本增效提高生产效率及铸坯质量成为了主导方向。而连铸设备是连铸生产得以进行的前提条件,而且由于连铸设备密切参与了铸坯凝固、成形变形的生产全过程,它对连铸生产顺行、效率、质量、效益等各方面,都起着重大的、不容忽视的作用。连铸设备的状态与运行条件就是连铸生产顺行、铸坯质量改善、效益提高的关键所在了。某钢厂通过持续创新发展,小方坯连铸机最高拉速已达5.7m/min,平均拉速达4.9m/min,属国内同类型连铸机最高拉速水平,连铸装备水平的提高和设备管理模式的转变是保证工艺,保证连铸的生产顺行、质量提高、效益提高的基础。本文叫高拉速小方坯连铸机设备管理研究。
一、不同拉速对设备开动率的影响:
对于小方坯连铸机企业而言,企业可根据年产量的目标,铸机总流数的配置,科学计算出连铸机每流所需达到的最高拉速以及平均拉速。匹配转炉节奏要求,以转炉30min每炉,平均出钢量120t为例,150*150断面的5流连铸机,拉速需达到4.26m/min。与国内同类型铸机的平均拉速在3.5m/min相比,铸机的开动率和负荷增加了22%。如转炉节奏进一步加快,拉速还需提高,铸机设备负荷将进一步增加。下表统计了3.5m/min、4.3m/min、4.9m/min拉3种不同拉速时连铸机主要成套设备(振动台、拉矫机等)使用寿命、更换周期以及机旁库存备件费用。
上表中是某企业在产能效率提升后设备装备水平、管理模式未优化改进前设备使用使用寿命下降、更换周期缩短、机旁备件费用占用升高的数据[1]。因此,针对拉速提升带来的设备开动率的提升,设备的装备水平和管理模式必须迅速转型升级。
二、连铸机生产前自检系统的开发:
根据生产现场连铸机的开停浇计划,在开浇前的一个合理时间段内对连铸机主线设备进行全面自检并形成自检报告。对异常参数进行报警提醒,并能逐级追溯到故障源头,在开浇前消除,是高产稳产的基础保障。从设备点检十大要素出发,充分利用自动化和信息化手段,对主线设备的电流、压力、流量、温度、液位等关键进行检测,及时消除异常。如下图所示。

各钢厂可根据自身的实际情况,梳理出主线关键设备和这些设备需要重点监控的参数来进行该系统的开发。
三、连铸机在线生产管控系统的开发:
此项目主要围绕现场实际生产开发自动化程序,通过现场生产需求以及岗位需求对其进行改进来满足生产,提高现场自动化程度,设备与工艺相结合,创造出一套连铸机整体运行系统[2]。包涵设备、工艺、检修数据入库形成报表自动推送,提高对现场生产、设备维护、质量水平。实现功能如下:1、实现单炉产量精准推送,便于当炉钢铁料消耗分析指导炼钢实时操作。2、跟踪非稳态浇注下的废坯动向并做到信息推送,对废坯精准切除,杜绝轧制烂钢。3、实时跟踪设备运行状态,对设备故障提出预警功能,便于提前采取措施4、自动采集设备故障与工艺违规,便于设备维护和岗位操作纠偏。5、提高生产生产自动化和数据的准确性,降低现场岗位劳动强度和事故。其中设备运行故障自动统计功能可有效指导高拉速设备管理的重点和方向,如下图所示:
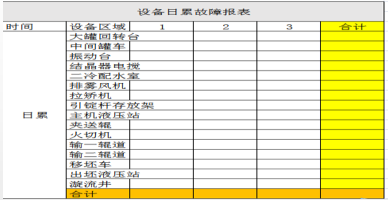
自动收集各铸机设备出现故障信息,跟踪各铸机设备的运行情况及故障率,对设备检修维护提供方向和支撑,为连铸设备管理提供一手的数采数据。
四、核心关键设备的装备升级:
高拉速生产组织模式下,设备的装备水平至关重要,对连铸机结晶器钢管的高拉速升级改造,振动台由传统计的偏心轮机械振动升级为电动或电液缸结构的正弦振动或非正弦振动的方式,拉矫机升级为多辊传动的多点矫直方式,火焰切割机由斜轨机械摆臂机构升级改造为变频电机传动,铸机运行辊道由传统的水冷立板升级改造为结构简单故障低的整体自制式水冷立板[3]。上述装备改造企业可根据现场实际情况组织实施,均可有效提升设备使用寿命和更换周期并降低机旁库存备件费用。
五、板坯技术在小方坯铸机的应用:
高拉速状态下的脱方控制问题,主要改进方向应参考板坯铸机对铸坯出结晶器后的运行轨迹控制技术,当前应用较好的方式是增加侧面支撑辊,当然这种方式要结合企业实际状况,比如漏钢的控制,如发生漏钢需二次开浇的情况下,则需要对侧支辊切割,造成备件损耗及重新安装的劳动强度增加,各企业酌情进行改造。
参考文献:
[1]郑原首,谢长川,马桂华,李富帅,林真,钱亮.小方坯连铸6.0 m/min高拉速技术改善与生产实践[J].连铸,2023,(04):61-67.
[2]陈阳.普碳钢小方坯高拉速连铸关键技术研究[D].北京科技大学,2023.
[3]张红军.小方坯连铸机高拉速技术改造和生产实践[J].冶金与材料,2022,42(05):127-129.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



