(信义环保特种玻璃有限公司 广东江门 529000)
摘要:浮法玻璃熔化的均匀性是衡量浮法玻璃内在质量的一项重要指标,本文通过如何监控浮法玻璃断面条纹的均匀性,来指导生产,及时分析调整生产工艺以控制玻璃内在的均匀性,从而确保浮法玻璃质量的均匀性。
关键词: 浮法玻璃 均匀性 断面条纹 监控
1.前言
随着浮法玻璃工艺技术的进步和监控手段的日趋完善,深加工玻璃产品的大批量生产和大范围使用,深加工客户不但对玻璃的外观质量要求清晰明了,对一些引起深加工问题的内在因素也日渐熟悉重视,目前很多加工客户对于玻璃的光学变形、透射条纹、切割质量、平整度等都有一定的要求,无形中要求浮法玻璃企业关注产品内在品质的提升。断面条纹的均匀性是决定浮法玻璃内在质量的一项重要指标,可基本反映出玻璃液的流动情况,条纹是否均匀主要取决于浮法玻璃原材料的均匀稳定性、熔化过程的均匀程度等,条纹均匀性好的浮法玻璃其相应的光学变形、透射条纹等指标会有明显提升,因此在浮法生产中断面条纹检测监控对玻璃质量稳定的具有重要的意义。
2.正文
断面条纹可以监控玻璃的均匀性,其原理是通过断面条纹仪利用折射率油借助强光测量通过横向切取玻璃条的透射玻璃断面形成的图像,观察图像的条纹状态来分析玻璃条纹均匀性的好坏,这里的图像需要对条纹的粗细、分布状态、平整程度等综合分析,如果发现异常则生产工艺需要进行原因分析并及时调整。
目前江门信义通过每条线2次/周的方式定期监控断面条纹来很好的控制玻璃的均匀性,下面可以通过几组条纹图片对比分析其熔化的均匀性,图像1到图像4是是几组常见的正常生产状态下的断面条纹图像。
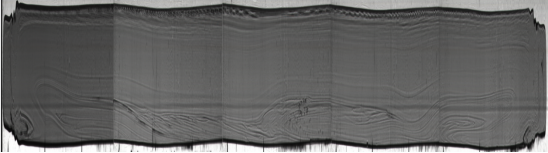
图像1
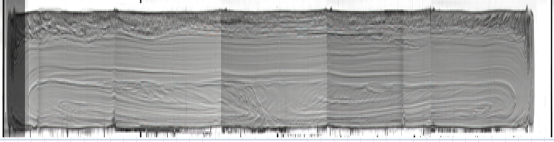
图像2

图像3
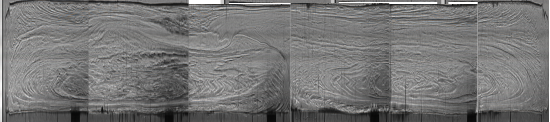
图像4
从图像1可以看出条纹下层玻璃液没有较大的流动,上层条纹较为均匀,基本稳定属于正常状态,可推断出原料成分及熔化玻璃液流基本没有变化;而图像2和图像3上层条纹比较均匀但下层条纹回流不均匀,均匀性相对较差;分析原因一是玻璃成分不均匀,二是玻璃液流不稳定;图像4说明上下层条纹都不均匀,回流紊乱,说明可能出现了玻璃原料成分发生了较大的波动或玻璃液对流不稳定现象,这时需要从各环节查找工艺进行分析调整生产工艺,一般从原料成分变化、左右两侧熔化温度差,温度曲线分析、热点温度、热负荷占比、窑炉侵蚀情况以及附属设备如搅拌器、鼓泡器、结合卡脖水包深浅进行调整,调整后再次通过断面条纹判断其调整后的稳定性,如果条纹上下层都比较均匀,则需要保持稳定现有的工艺状态。
在改色过程中会引起断面条纹的变化,改色正常分为普通白玻改绿玻、灰玻、黑玻等不同的颜色玻璃,该过程需要在原有的原材料配方增加着色剂来改变玻璃颜色,在最初的投料过程中肯定会存在一段时间的混合不均匀过程,如果控制不好则会出现较低斑马角、色带等缺陷无法满足正常生产的要求,此时可通过对改色过程中的条纹进行监控,来不断调整生产工艺以达到正常生产的目的,图5、图6就是江门其中一条线白玻改灰玻的过程投料开始的断面条纹图像:

图像5投料初期条纹紊乱阶段

图像6投料中期趋于平稳阶段
以上分别列举的正常生产时的条纹状态和改色前后过程对比的条纹状态,通过以上图像的列举可以看出,一般来说断面条纹上中下三层环流,上层来自投料口到热点熔化部环流,中层来自澄清区环流,下层来自工作部环流,以及横向左右对流,这击鼓环流相互之间影响;当三股环流与横向对流占比稳定时断面条纹也较为稳定,当其中一股环流或者对流发生变化,玻璃液流发生紊乱,断面条纹图像也的出现较大的变化。
浮法玻璃生产中断面条纹主要受到以下几个因素的影响:
一、原材料的变化会影响条纹的变化:通过改色过程中的断面条纹曲线可以分析得出,当原料成分发生变化,特别是铁含量发生变化时,玻璃液对流会产生较大的波动,铁含量越大,玻璃的热透性越小,玻璃深度方向上的温度梯度越大,随着温度梯度变大,成型所需要的液流变深,从而下层回流的不动层下移,下层玻璃液流出的比例变多,底部不动层变薄。当玻璃液流稳定状态被打破,不动层玻璃液与原本成型的玻璃液之间存在不均匀现象,从而会出现紊乱的的流动,反应到断面条纹如图5所示;随着原料成分趋于稳定,玻璃上层成型流与下层回流的不动层及工作部环流重新达到一个稳定状态,玻璃液流出现平稳的流动,反应到断面条纹如图6所示。
二、生产工艺的不稳定变化:1、熔化两侧温差:熔化南北两侧温度差越大,温度较高一侧,玻璃液横向流速越快,而温度较低一侧,玻璃液横向流速慢,两股循环对流在相遇时会在温度较低一侧发生形变,反映到断面条纹上会出现条纹变形,如图2、3所示;2、热点温度:热点温度越低,玻璃液流回流的作用力越小,从而形成的回流减弱,从而导致液流紊乱,断面条纹上层发生紊乱现象,如图4所示。3、投料口到热点温度差:若投料口到热点温度差较小,热点不突出,向投料口的表层流动减弱,窑内处于不稳定状态,此时断面条纹上层图像会紊乱。4、各小炉热负荷占比:一般来说正常生产中个小炉热负荷占比是不会发生变化的,此时窑内存在相对稳定的温度差,各种流动也趋于稳定,此时断面条纹图像也较为稳定,如图1所示;当个别小炉发生了变化,该小炉区域温度发生变化,从而影响玻璃液流动,最后断面条纹反馈出较为紊乱的图像。5、冷却部影响:在向冷却部吹稀释风时,若稀释风温度较低,流动层玻璃液温降增强,玻璃液深度方向温度梯度变大,上层液流变大,平衡状态被打破,此时断面条纹下层出现紊乱图像。
三、生产工艺设备条件的变化:除了原料与熔化工艺影响因素外,工艺条件状态如搅拌器和卡脖水包的深度以及鼓泡器都会影响断面条纹。1、使用搅拌器可使上层玻璃液流更加均匀,从而上层断面条纹较为平稳,但如果搅拌器深度过浅,通过卡脖的玻璃液下层为被均化,断面条纹同样也会出现较大的波动。2、使用深层卡脖水包,玻璃液流层厚度减小,玻璃液可更好的均化,从而断面条纹图像更会平缓。3、当鼓泡器流量增大或鼓泡器离玻璃液面深度较大,下层不动层玻璃液流也会增大,从而三股环流状态被打破,此时断面条纹会出现紊乱现象。
四、窑炉结构及窑龄影响:若窑炉设计不合理,如窑坎过高,卡脖区域尺寸不合理等同样会影响玻璃液流变化,此时断面条纹也会出现紊乱的图像;到了窑炉后期,熔窑池壁等受到了侵蚀,玻璃液流动到侵蚀区域会产生较小的环流,此时断面条纹图像也会产生较为不均匀的图像。
断面条纹的使用,目前江门信义通过几年来的经验总结,把对各条线不同时期的断面条纹图像建立在一个文档中,需要时可以通过打开该文档的方式把近期以来拍摄采集的断面图像一次性展开对比,从而对原材料配比、加入时期、工艺条件的调整做出参考,该方式不需要同时打开不同的文档,比较快速、直观、对比方便,从而能快速找到断面条纹较好的生产工艺和原材料的有关配比,并做出调整,大大提高了生产效率,具有一定的推广意义。
3.结语
目前断面条纹监测原理,对玻璃端面条纹形成的机理进行了验证性研究。结果表明,从熔窑流出的玻璃液分为三层及横向左右层,分别对应于熔窑内的三个环流及左右对流,上层来自投料口到热点熔化部环流,中层来自澄清区环流,下层来自工作部环流及横向左右对流。据此,可以通过端面条纹图像特征,指导工艺调整,实现原料成分的稳定和玻璃熔化的稳定,并通过图像分层直接反推到熔窑中的存在故障的具体部位,同时也可以对熔化工艺过程进行早期判断、准确微调,使生产无大的波动,实现对浮法玻璃熔化过程的调控,保证生产的稳定,以满足高端客户的质量要求。
参考文献
[1]姚佩,王自强,陈琰,张艳娟,郭萍,靳东良.断面条纹监测在浮法玻璃生产中的应用[J].玻璃,2019,46(08):14-17.
[2]刘磊,孙亚明,王琰,韩子龙,张红军,胡高鹏.玻璃均匀性的影响因素[J].玻璃,2018,45(02):21-25.
[3]赵建军.浅谈浮法玻璃断面条纹[J].玻璃,2007(06):26+44.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号


