中国石油锦西石化公司 辽宁省葫芦岛市 125001
摘要:加氢精制装置循环氢压缩机驱动机构为蒸汽轮机,运行时蒸汽消耗量较大,产生较多的冷凝水,冷凝水直接排出造成浪费。装置检修期间实施冷凝水回收项目,增设一个冷凝水回收罐和一台冷凝水回收泵,回收凝结水回收罐冷凝水出口,动力蒸汽排凝、汽轮机轮室排凝、中压蒸汽、背压汽排凝所产生的冷凝水作为软化水回收,达到提质增效的目的。
关键词:汽轮机;冷凝水回收;提质增效
引言 主要解决循环氢压缩机汽轮机运行时产生较多冷凝水直排产生水资源浪费的问题,本次大修在装置循氢机组附近设置一个地下冷凝水回收罐,对各部位冷却排放的水进行集中回收,并安装安装一台冷凝水回收泵,定期送至软化水回水管线内,进行回收利用。
1 背景介绍
加氢精制装置循环氢压缩机驱动机构为蒸汽轮机,消耗3.5MPa中压蒸汽产出1.0MPa背压汽。中压蒸汽和背压汽在低点会有部分排凝。由于汽轮机的特殊构造,一些部件在铸造时留下死区,汽体不流动,蒸汽冷凝轮室带液,产生水击损害设备。
汽轮机轴封采用高低齿型曲折式迷宫密封,该密封形式增加了流动阻力,提高了密封效能,但加工精度高,装配困难,不能完全阻止汽体的泄漏。
为了收集轴封泄漏的不凝汽,汽轮机设有E-20汽封冷凝器,目的是及时排出蒸汽轮机泄漏的蒸汽冷凝水,E-20采用1.0MPa低压蒸汽作为动力蒸汽,经过喷嘴形成负压,将泄漏的不凝汽抽出。抽空用的蒸汽与汽轮机泄漏的蒸汽冷凝水直接排入下水系统。
2 冷凝水的回收的优势及意义
经过调研,惠州中海壳牌、湛江东兴炼化、泉州中化三家企业汽轮机组装置排凝未设置冷凝水回收系统,冷凝水直接排入下水造成浪费。
汽轮机所产生的蒸汽冷凝水具有温度高、水质好、不需软化处理的优点[1]。经过采样分析冷凝水符合软化水的指标要求。蒸汽冷凝水的回收和综合利用时化工装置很好的技能降耗措施[2]。冷凝水项目实施后,可以消除因排放冷凝水和部分蒸汽造成的热污染,减少机组区域的白色蒸汽,消除潮湿环境,达到清洁生产。回收高品质的水,从而节约了软化水资源,降低生产运行成本。
2.1购置设备及施工费用
购置冷凝水回收泵,冷凝水回收罐,附属设备及管线阀门,以及施工所需费用,总计:7.5万元。
2.2预计收益
2.2.1 冷凝水产生的部位及流量
按设计计算,E-20冷凝水出口为1.3t/h,动力蒸汽疏水器排凝为0.2t/h,汽轮机轮室排凝为0.2t/h,中压蒸汽、背压汽疏水器排凝为0.2t/h,一天所产生冷凝水总量:
![]()
2.2.2 泵的耗电量
泵的额定流量为10m³/h,额定功率为18.5kW,冷凝水回收罐的容积为8.58m³,泵间断运行。一天泵运行6次,每次运行时间大概为1小时。一天泵的耗电量为:
![]()
2.2.3 全年总收益
按照当前价格,软化水价格为12.81元/吨,工业用电的价格为0.5元/度,冷凝水回收项目一天的收益为:![]() 元。全年总收益为19.3万元,回收周期:4.7个月。
元。全年总收益为19.3万元,回收周期:4.7个月。
3实施方案
3.1 工艺流程
将汽封冷凝器(2个)、动力蒸汽(1个)、中压蒸汽(1个)、背压汽(1个)、汽轮机组(5个)排凝,共10个排凝点引入冷凝水回收总管内。冷凝水随管线进入冷凝水回收罐V-32,当V-32液位达到一定高度触发连锁,冷凝水回收泵P-6启动,达到一定压力后,泵出口多功能水泵控制阀打开,将冷凝水送至软化水回水管线内。当冷凝水采样分析不合格时,关闭至软化水回水管线阀门,开启至循环水回水管线阀门,将冷凝水并入循环水回收。当P-6故障时,V-32满罐冷凝水可通过溢流口进入水封井。
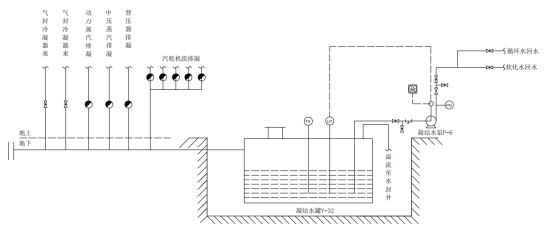
图1冷凝水回收流程图
3.2增加设备
冷凝水回收项目实施,需要一个冷凝水回收罐、一台冷凝水回收泵、一台T型过滤器、一台多功能水泵控制阀,以及各类管线和阀门垫片。
3.2.1 冷凝水回收罐
在汽封冷凝器E-20南侧增设一个地下冷凝水回收罐V-32。该冷凝水回收罐由葫芦岛国华能源装备集团有限公司生产,容量8.58m³,设计温度70℃,设计温度常压,材质为Q235B,埋地前进行防腐处理。冷凝水回收罐内设有温度指示和液位远传指示。罐顶设有人孔,在停工过程中可以进行清罐作业。设置一个溢流口,在泵事故停机时罐内水可溢流至水封井。
3.2.2冷凝水回收泵
在地下冷凝水回收罐V-32南侧增设一台冷凝水回收泵P-6。
该冷凝水回收泵由辽宁德蒙特科技有限公司生产,型号为DOQZKA-25-2250型自吸泵,电机型号为YBX3-160L-2W,电机具备自动起停功能。
特点:
1.可输送不含固体颗粒、具有腐蚀性、粘度类似于水的液体。
2.无需底阀,亦不用自灌式安装,吸排低位介质时只需一次性(首次使用前)将泵内注满介质,便可保证启动后立即排出介质。
3.自吸装置没有转动部件,不存在振动及机械故障,无需检修和维护。
4.高效节能,汽蚀性能好、吸程高、应用范围广
5.同步排吸罐配有蒸汽伴热管路,可保证冬季寒冷天汽运转正常。
表1 泵额定性能
检验项目 | 流量 | 扬程 | 功率 | 泵效率 |
保证值 | 10㎡/h | 70m | 18.5kW | 25% |
检验值 | 10.25㎡/h | 71.76m | 18.5kW | 23.21% |
3.2.3多功能水泵控制阀
采用JD754X-16多功能水泵控制阀,由武汉大禹阀门股份有限公司制造。
该多功能水泵控制阀是一种新型水力控制阀门,一阀可替代电动闸阀、止回阀和水锤消除器三种装置。他能自动实现开泵时的缓开,停泵时的速闭与缓闭,无需任何电气控制与其他动力和人力,也无需油压装置。
结构及工作原理:
1.水泵启动前,阀门出口端压力作用在主阀板上,阀门处于关闭状态位置,同时膜片控制器的上腔连通压力水,下腔则与阀门进口端的低压相通。
2.水泵起动后,阀门进口压力逐渐升高,同时压力水通过阀门进口端的连接管缓慢进入膜片控制器下腔,实现主阀板的缓慢开启,开启速度可通过控制阀进行调节。
3.水泵停机,阀门进口的压力降低,当接近零流量时,主阀板在自身重力作用下迅速关闭。因阀门进口端压力降低,阀门出口端的压力水通过连接管进入膜片控制器上腔,下腔水通过阀门进口端的连接管压回至阀门进口端,缓闭阀板缓慢关闭,慢关时间可通过控制阀进行调节。主阀板的速闭和缓闭阀板的缓闭符合两阶段关闭规律,能有效地消除水锤。
3.3 施工步骤
1.施工前仔细检查管道及其组成件的数量、规格、材质外观质量,符合设计要求后进行管线预制,预制好的管线应及时进行封堵,以防进入杂物。
2.土建挖沟槽,铺设垫层,放置冷凝水回收罐和相关工艺管线。浇筑冷凝水回收泵基础,安装冷凝水回收泵,并进行灌浆。
3.焊接工艺管线,连接阀门,检查静密封面是否合格。
4.对工艺管线进行进行压力试验,合格后,可进行防腐刷漆处理。
5.敷设安装泵电机及操作柱电缆。
6.基础坑回填。
7.安装远传液位计和温度表。
8.安装管线保温伴热。
3.4 施工中存在的问题及解决方法
施工过程中,泵入口过滤器及多功能阀没有到位,仍在采购过程中,对预制管线造成阻力。为了按期完成施工,先用弯头和闸阀代替进行预置管线工作,待设备采购完成后进行更换。合理安排施工顺序,提升了施工效率,节省了施工时间。
4实际运行效益
项目完成后,冷凝水回收泵投用,实际产生凝结水量约2.1t/h,每日可节省645.6元;每日启动泵6次,每次运行50分钟,每日总耗电量为![]() ,约耗费37.5元。由此计算每年可节约22.2万元,回收周期:4.05个月。满足预期收益。
,约耗费37.5元。由此计算每年可节约22.2万元,回收周期:4.05个月。满足预期收益。
5 结论
加氢精制装置汽轮机组原有各排凝点冷凝水系统直排,造成很大的资源浪费。实施冷凝水回收项目,最大限度的回收冷凝水,减少机组区域的白色蒸汽,减少污水排放,对节能降耗,挖潜增效,减少环境污染和水资源的合理利用等起到了促进作用,带来了显著的经济效益,存在着巨大的发展潜力。
参考文献
[1] 杨军,杨月.蒸汽凝结水的回收及利用[J].节能技术,2004,123(22):1
[2] 李旭堂,王凤军,王国强.轻烃分馏装置蒸汽凝结水的回收及综合利用[J].化工进展,2009,(11):81-83

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



