中铁宝桥集团有限公司 陕西省宝鸡市721006
摘要:高铁列车的高速运行给轨道线路设备,特别是道岔带来严峻挑战,道岔区域内钢轨平直度、过渡的平顺性等,直接影响列车过岔运行的安全性和舒适性。新修订TB/T3307.1-2020《高速铁路道岔制造技术条件-第一部分:制造与组装》技术标准中,对轨件轮廓检测精度和合格率提出了明确的要求,将轮廓状态作为道岔产品质量控制的关键检测项点之一。如何有效控制其轮廓加工100%合格,本文以提高道岔尖轨、心轨轨头轮廓加工精度和质量稳定性为研究方向,并结合道岔原有加工工艺和线路使用中存在的问题,研究一种有效的加工工艺,并在实际批量生产过程中验证工艺的可行性,有效保证实际加工轮廓对比检测精度满足技术标准要求和100%的合格率。
关键词:高速道岔 、尖轨、心轨、轨头轮廓、成型刀具
1、概述
尖轨、心轨作为道岔产品核心零部件之一,在铁路线路连接和转换中起着至关重要的纽带作用。 其关键的结构设计特点为沿钢轨纵向轨头断面宽度尺寸渐变,通过尖轨与基本轨、心轨与翼轨相互贴合形成轨道线路的无缝连接,当列车在通过道岔区域时,车轮从基本轨逐渐过渡到尖轨、从翼轨逐渐过渡到心轨,从而实现列车在不同线路间转换。从道岔的理论结构设计思路和铁路运营经验综合分析已知,通过控制尖轨、心轨轨头的轮廓加工精度,有利于提高列车过岔的安全性和平稳性。那么,如何有效控制其轮廓加工精度和质量稳定性,成为道岔生产制造过程中的主要技术攻关课题点之一。
2、轮轨关系分析
为了探索尖轨、心轨轮廓加工精度的有效控制措施,我们从产品结构特点和使用技术条件分析轮轨关系,结合道岔线路使用过程中实际存在的问题,将理论设计与实际使用状况相结合,有针对性的分析提升轨头轮廓加工精度的控制措施。


图1 轮轨关系示意图
从图1轮轨关系示意图可以看出,在工作状态下,当列车逆向进岔时,尖轨与基本轨相贴合,车轮从基本轨顶面沿着尖轨纵向行驶,由于尖轨轨头断面宽度尺寸逐渐增大,列车车轮可逐步从基本轨顶面过渡至尖轨顶面,完成列车一次运行线路的变换。同理,车轮在心轨与翼轨之间的变换与其相同。
尖轨非工作边轮廓为1:4斜面,与基本轨轨头侧面贴合,尖轨工作边轮廓由R16圆弧、1:4斜面、R13圆弧、R80圆弧、R300圆弧多种线型组合而成(如图2所示)。心轨轨头两侧轮廓均为R13圆弧、1:8斜面、R13圆弧、R80圆弧、R300圆弧多种线型组合而成(如图3所示)。


图2 尖轨轨头轮廓示意图


图3 长心轨轨头轮廓示意图
车轮在两钢轨之间过渡过程中,小断面区间主要承受横向推力,尖轨从20mm以后轨顶面逐步开始承受车轮纵向压力,从车轮和尖轨接触时的受力状态可以看出,尖轨工作边轨头轮廓直接与车轮轮缘接触,因此,其轨头轮廓状态对列车运行的平顺性有较大的影响,体现了良好轮轨关系的重要性。
3、检测技术标准
新修订TB/T3307.1-2020《高速铁路道岔制造技术条件-第一部分:制造与组装》技术标准中,对尖轨的轨头加工轮廓精度提出了明确的要求,尖轨轨头加工轮廓与设计轮廓相差不应大于0.35mm(如图4所示),且将其列为检测项点之一,修订后的技术标注取消检验项点A、B、C等级划分,均列为A类项点,且要求检验项点100%合格。

a)15mm≤轨头宽度<40mm b)40mm≤轨头宽度≤50mm
图4 尖轨轨头加工轮廓偏差示意[i]
铁路道岔制造技术相关标准中,首次对尖轨、心轨轨头轮廓列为检测项,且要求其合格率为100%,这也体现出轨件轮廓质量的重要性。按照原有传统的加工模式,难以达到如此高的精度和合格率指标。
4、传统工艺状况分析
尖轨、心轨采用AT断面钢轨加工而成,钢轨轨头经铣削加工后,分为工作边和非工作边,轨头宽度沿钢轨纵向为变截面结构。
传统加工工艺中,单纯尖轨轨头轮廓加工按照流程分为;轨头非工作边、轨头工作边、轨顶帽型三个工步,三个工步在数控铣床上一次装卡,采用三把成型刀具分别完成轨头轮廓加工(如图5所示)。



图5 尖轨轨头加工三工步示意图
这种加工工艺,轨件工作边轮廓是由工作边成型铣刀和轨顶面轮廓成型铣刀分别加工成型后组合而成,尖轨轨顶面R13圆弧与工作边1:4斜面为两刀具搭接点,心轨轨顶面R13圆弧与工作边1:8斜面为两刀具搭接点。在厂内生产过程中,难以采用有效的检测方法控制刀具搭接平顺程度,且受机床自身精度和人员技能水平差异的影响,无法有效控制通长加工范围内,两刀具接刀平顺程度满足理论设计的平顺性。
5、工艺优化思路
产品加工工艺的确定,是根据产品结构特点、制造技术标准要求和现有设备而确定,最终达到利用现有设备完成满足标准要求的合格产品,且在生产效率和制造成本方面达到最优效果。一种好的加工工艺,可以有效控制产品加工精度和质量稳定性。对于道岔尖轨、心轨加工工艺优化,主要从以下几方面考虑。
5.1刀具设计
从轮廓成型加工原理方面分析,为了确保轮廓加工精度和质量的稳定性,可将轨头工作边加工刀具设计为一体成型(如图6所示),即轨顶面和轨头工作边轮廓合二为一,设计为一个刀体上,刀具有效加工轮廓即为工件检测成型轮廓,其轨头轮廓利用此刀具一次加工而成,可消除原有加工工艺中接刀现象。

图6 工作边轨头轮廓成型一体刀具
采用工作边轮廓一次铣削加工成型的工艺方案,在已知刀具轮廓满足设计要求的情况下,使刀具轮廓在加工过程中同时处于切削状态,即可保证轮廓成型准确性,轮廓实际加工对比合格率达100%。理论上分析,这种加工工艺工件轮廓成型主要受刀具自身轮廓精度影响,因此,在刀具制作时需严格控制刀具自身轮廓精度,刀具在使用前需进行试切加工检测,确保其加工偏差在允许范围内(通常情况下,刀具自身轮廓偏差控制在0.1mm以内,在加工后综合考虑测量等系统偏差,可有效控制工件实际加工轮廓对比精度在技术标准范围内)。
5.2工艺优化方案
本方案确定的尖轨轨头加工工艺中,钢轨一次装卡定位,使用4把成型刀具,采用数控铣床分四个工步完成,具体工艺流程如下:
第一工步:轨头非工作边轮廓加工。采用非工作成型铣刀加工,分为粗铣和精铣两次加工,粗铣时轨头宽度预留3mm加工量,精铣时一次加工成型,分两刀加工的目的是避免大切削量铣削对刀片的伤损,提高轨件加工表面质量。
第二工步:轨头工作边轮廓加工。采用工作边成型铣刀加工,一次完成轨头工作边水平刨切,宽度方向预留(1~1.5)mm加工余量,目的是去除大量加工金属,以便一体成型刀具完成最终轮廓精加工。
第三工步:轨头成型轮廓加工。采用一体成型刀具,完成轨头宽度大于15mm断面轮廓加工,分为两次加工成型,第一刀的目的是找正,第二完成精加工。注:加工时需注意整个切削刃需同时处于加工状态,程序中Z值设置时,需注意轮缘台高度尺寸,且在程序坐标值调整时,注意X、Y值的相互制约关系。
第四工步:小断面R13圆弧加工。采用R13成型铣刀,完成15mm断面至尖端轨头R13加工,在该部位加工时,需注意15mm断面前后R13圆弧接刀衔接的平顺性。
5.3方案实施效果
采用优化后的工艺方案,在客专系列产品中进行批量加工测试,尖轨、心轨加工成品轮廓检验合格率均可达到100%,且最大对比偏差小于0.2mm,满足标准要求的0.35mm。如图7所示。
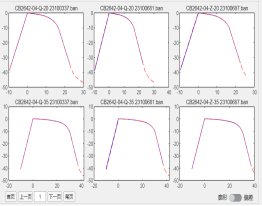
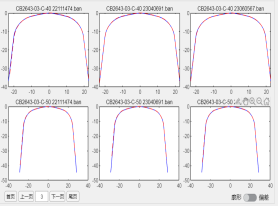
图7 尖轨、心轨轮廓对比结果
该技术方案同样适用于GLC系列道岔产品加工使用,经过一定周期的生产过程磨合,生产效率同样可达到原有工艺的效率。从质量、效率和成本方面综合分析,该方案适用于道岔产品厂内批量生产。
5.3工艺控制要点
5.3.1轨头工作边轮廓精加工过程中,一体成型刀具整个切削刃必须同时处于加工状态,方可确保成品轮廓与刀具切削刃轮廓相符,保证轨头工作边轮廓精度和稳定性。
5.3.2关注刀片磨损程度,通过观察轨件表面加工状态及时更换受损刀片。
5.3.3严格控制切削量大小,有利于提高刀片使用寿命和表面加工质量。该工艺方案中涉及的一体成型刀具轮廓结构复杂,切削时易出现刀片受力不一致现象,导致刀片磨损程度不同,影响最终轮廓成型精度。
5.4工艺方案优缺点分析
该工艺方案中,核心技术是将成品有效轮廓加工刀具设计为一体成型刀具,优化加工工艺参数,完成尖轨、心轨轨头轮廓加工成型,其核心价值为,加工过程中可降低设备精度、刀具精度、人员技能水平差异等因素的干扰,有效保证最终成品轮廓加工精度和加工质量稳定性。
6、结论
针对新修订的道岔制造技术标准中对轨件加工轮廓精度的要求,开发的轮廓加工工艺控制方案,即采用轨顶面和工作边一体成型铣刀,完成最终整体工作边轮廓一次加工成型,可有效回避原有工艺中接刀不平顺的现象,从根本上控制轮廓加工精度和质量稳定性,且在批量生产实践中验证,实施效果良好,具有良好的应用价值。
参考文献:
[1]心轨轨顶降低值对轮岔动态相互作用影响研究(任尊松、刘志明、金学松;北京交通大学机电学院、西南交通大学牵引力国家重点实验室;铁路运输;U213.6)
[2]轮轨关系中的等效锥度对车辆动力学性能的影响(任安萍、戴春林;西安铁路职业技术学院;汽车工业;U461.1)
[3]高速轮轨关系试验台的数字样机研究(赵方、王成国;中国铁道科学研究院;铁路运输;U211.5)
[4]道岔尖轨数控铣削编程及加工中应注意的几个问题(贾延春;中铁宝桥;铁路运输;U213.6)
[5]高速道岔几何不平顺动力分析及其控制方法研究(全顺喜、西南交通大学;博士电子期刊;2013年第04期)
[6]地铁道岔尖轨线型检测工装(苏伟;中国铁路物资华东集团有限公司;铁路运输;U231;U216.3)
[7]道岔区轮轨廓形演变对接触几何关系的影响(高原、司道林、王树国、杨东升;中国轨道铁科研究院集团有限公司铁道建筑研究所;铁路运输;U211.5、U213.6)
[i]

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



